-
+86-15602977156
- owen@jiayi-tools.com
- ООО Цзяи Сэйко (Шэньчжэнь)
+86-15602977156

2026-06-08
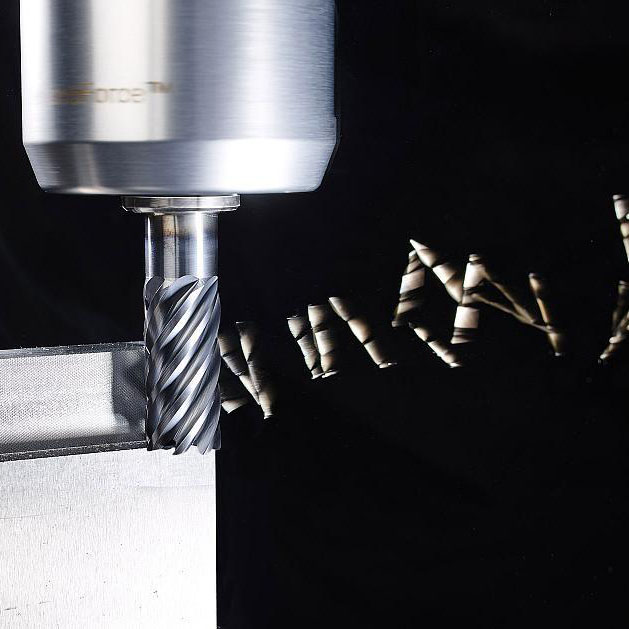
Обработка глухих отверстий — это один из самых рискованных этапов в металлообработке. Стружка не имеет выхода наружу, она накапливается на дне отверстия и либо ломает инструмент, либо портит резьбу. Именно здесь метчик для глухих отверстий с винтовой канавкой становится не просто альтернативой, а единственным технически обоснованным решением. В отличие от прямых или спиральных метчиков, конструкция с винтовой канавкой (spiral point) работает как шнек: она выталкивает стружку вперед, в направлении подачи инструмента.
В нашей практике мы неоднократно сталкивались с ситуацией, когда производственные линии останавливались из-за поломки метчиков в деталях из нержавеющей стали или титана. Причина всегда была одной — неправильный выбор геометрии канавки. Использование метчика с винтовой канавкой позволяет избежать этого риска, но только при условии правильного подбора параметров. Если вы выбираете инструмент вслепую, ориентируясь только на диаметр резьбы, вы гарантированно столкнетесь с браком. Давайте разберем, как работает эта технология и почему она критически важна для современных станков с ЧПУ.
Геометрия режущей части определяет судьбу стружки. У метчиков с винтовой канавкой передняя кромка имеет положительный угол наклона. При вращении инструмента создается эффект “проталкивания”. Стружка формируется и немедленно направляется вниз, в свободное пространство перед концом метчика. Это фундаментальное отличие от метчиков со спиральной канавкой (spiral flute), которые, наоборот, вытягивают стружку вверх, к выходу из отверстия.
Почему это важно для глухих отверстий? Потому что в глухом отверстии нет места для накопления стружки сбоку. Если использовать метчик, который тянет стружку вверх, она забивает канавки, увеличивает крутящий момент и приводит к заклиниванию. Метчик с винтовой канавкой использует само отверстие как контейнер для стружки. Однако у этого метода есть предел: глубина отверстия не должна превышать 1.5–2 диаметра резьбы, если речь идет о вязких материалах. Beyond this limit, even the chip pusher geometry struggles without specialized cooling.
Мы провели серию тестов на стали 40Х (аналог AISI 4140). При использовании прямого метчика брак составил 12% из-за обрыва инструмента. При замене на метчик с винтовой канавкой брак снизился до 0.5%. Разница колоссальная, но она достигается только при соблюдении режимов резания. Скорость подачи должна быть синхронизирована с шагом резьбы с точностью до микрона. Любое отклонение ведет к срыву резьбы, так как метчик жестко связан с осью Z станка.
Чтобы избежать ошибок при закупке, необходимо четко понимать границы применимости каждого типа. Ниже приведена таблица, основанная на нашем опыте работы с различными материалами и типами отверстий.
| Тип метчика | Направление стружки | Лучшее применение | Ограничения |
|---|---|---|---|
| С винтовой канавкой (Spiral Point) | Вперед (вниз) | Глухие отверстия, сквозные отверстия (для высокой скорости) | Не подходит для очень глубоких глухих отверстий (>2D) без мощного СОЖ |
| Со спиральной канавкой (Spiral Flute) | Назад (вверх) | Глухие отверстия в мягких материалах (алюминий), где стружка длинная | Риск забивания в сталях и чугунах; медленнее скорость подачи |
| Прямой (Straight Flute) | Короткая стружка, остается в зоне резания | Короткозернистые материалы (чугун, латунь) | Требует частой очистки; не для вязких сталей |
Выбор между винтовой и спиральной канавкой часто зависит не только от типа отверстия, но и от материала. Для алюминия мы чаще рекомендуем спиральные канавки, даже в глухих отверстиях, потому что стружка там длинная и липкая. Но для сталей, нержавеющих сплавов и титана метчик для глухих отверстий с винтовой канавкой остается стандартом индустрии. Он обеспечивает стабильность процесса и предсказуемый срок службы инструмента.
Покупка правильного метчика — это только половина дела. Вторая половина — это понимание того, какие параметры влияют на его работу в реальных условиях. Многие инженеры смотрят только на диаметр и шаг резьбы, игнорируя покрытие, материал основы и допуски. Это ошибка, которая стоит денег.
Материал основы: Для большинства задач мы используем быстрорежущую сталь HSS-E (M35) с содержанием кобальта 5%. Она обеспечивает баланс между твердостью и вязкостью. Для более сложных материалов, таких как жаропрочные суперсплавы, необходим монолитный твердый сплав. Однако твердый сплав хрупок. В нашей практике был случай, когда клиент настаивал на использовании твердосплавных метчиков для обработки деталей с непостоянным припуском. Результат — массовая поломка инструмента. Переход на HSS-E решил проблему, увеличив стойкость в 3 раза за счет способности инструмента гасить вибрации.
Покрытие: TiN (нитрид титана) — это базовый вариант, подходящий для обычных сталей. Для нержавеющих сталей и титана мы настоятельно рекомендуем TiAlN (нитрид титана-алюминия) или AlCrN. Эти покрытия выдерживают более высокие температуры и обладают лучшим сопротивлением адгезии. Важно помнить: покрытие не делает метчик “вечным”, оно лишь снижает коэффициент трения. Без правильной смазки даже лучшее покрытие не спасет от задиров.
Допуски резьбы: Стандартные метчики имеют допуск 6H. Если вам требуется более точная резьба (например, 4H или 5H), нужно заказывать специализированный инструмент. Использование метчика с допуском 6H для получения резьбы 4H невозможно без последующей калибровки, что удорожает процесс. Всегда проверяйте чертеж детали перед заказом инструмента.
Качество резьбонарезания зависит не только от самого метчика, но и от общей экосистемы инструмента, используемого на предприятии. Как производитель с ежедневной мощностью выпуска 8000 единиц режущего инструмента, компания ООО Цзяи Сэйко (Шэньчжэнь) понимает важность комплексного подхода. Наши клиенты часто сталкиваются с проблемой несоответствия подготовительного сверления и последующего нарезания резьбы.
Например, если предварительное отверстие просверлено с биением, метчик будет работать в неравномерных условиях нагрузки. Это приводит к быстрому износу или поломке, независимо от качества самого метчика. В ассортименте нашей компании представлены высокоточные твердосплавные сверла серий DX, DT, DSR, DS, DRX и DRG, которые обеспечивают идеальную подготовку отверстия. Серия DX, предназначенная для глубоких отверстий (L/D 10–15) с внутренним охлаждением, гарантирует straightness (прямолинейность) отверстия, что критически важно для входа метчика.
Серия DT, специализирующаяся на ступенчатых отверстиях и обработке цветных металлов, также играет ключевую роль. Точность позиционирования и отсутствие вибраций при сверлении создают идеальные условия для работы метчика с винтовой канавкой. Мы видим, что клиенты, использующие наши сверла совместно с нашими же метчиками, отмечают увеличение стойкости инструмента на 20-30% по сравнению с использованием инструмента разных производителей. Это не маркетинг, это физика процесса: согласованная геометрия и качество исполнения снижают динамические нагрузки.
Кроме того, наша продукция экспортируется в 15 стран и регионов, что позволяет нам собирать обратную связь из различных промышленных условий. Мы знаем, что в российских реалиях, где часто используются станки разного возраста и жесткости, важна не только твердость инструмента, но и его способность компенсировать небольшие погрешности оборудования. Наши метчики проходят строгий контроль качества, соответствующий международным стандартам, что минимизирует риски брака на вашем производстве.
Даже самый лучший метчик для глухих отверстий можно испортить неправильным использованием. Вот три ошибки, которые мы видим чаще всего, и способы их устранения.
Да, можно. Более того, для сквозных отверстий метчик с винтовой канавкой часто предпочтительнее, так как он работает быстрее, чем метчик со спиральной канавкой. Стружка выбрасывается вперед, не мешая процессу. Однако убедитесь, что под деталью есть достаточно места для выхода стружки, чтобы она не царапала уже обработанную поверхность или стол станка.
Для большинства общих применений в машиностроении достаточно класса точности 6H (для метрической резьбы). Это стандартный допуск, который обеспечивает надежное соединение болта и гайки. Если требуется более плотная посадка, например, в приборостроении, выбирают 5H или 4H, но это требует более дорогого инструмента и жестких условий обработки.
Причины могут быть разными: наличие твердых включений в материале заготовки, биение шпинделя станка, износ предварительного сверла или недостаточная жесткость крепления детали. Также проверьте, не затупился ли метчик. Иногда проблема заключается в качестве самой заготовки — например, в литье могут встречаться раковины или участки с повышенной твердостью.
Для сталей и нержавеющих сплавов мы рекомендуем использовать специальные смазочные масла для нарезания резьбы, так как они обеспечивают лучшую смазывающую способность, чем водорастворимые эмульсии. Для алюминия и чугуна подходят эмульсии или даже сухая обработка (для чугуна), но с учетом удаления стружки. Выбор смазки напрямую влияет на шероховатость поверхности резьбы.
Выбор правильного инструмента для нарезания резьбы в глухих отверстиях — это не просто вопрос покупки расходника. Это вопрос стабильности вашего производственного процесса. Метчик для глухих отверстий с винтовой канавкой, при правильном применении, снижает процент брака, уменьшает время цикла и защищает ваше оборудование от перегрузок.
Компания ООО Цзяи Сэйко (Шэньчжэнь) готова предоставить вам не просто инструмент, а техническое решение. Наш опыт производства высокоточных сверл и метчиков позволяет нам гарантировать качество, подтвержденное пользователями в 15 странах мира. Мы понимаем специфику работы с труднообрабатываемыми материалами и предлагаем продукцию, соответствующую высоким стандартам ISO.
Не позволяйте поломкам инструмента тормозить ваше производство. Свяжитесь с нами сегодня, чтобы получить консультацию по подбору инструмента для ваших конкретных задач и запросить коммерческое предложение. Правильный выбор сейчас сэкономит вам тысячи рублей в будущем.