-
+86-15602977156
- owen@jiayi-tools.com
- ООО Цзяи Сэйко (Шэньчжэнь)
+86-15602977156

2026-06-06
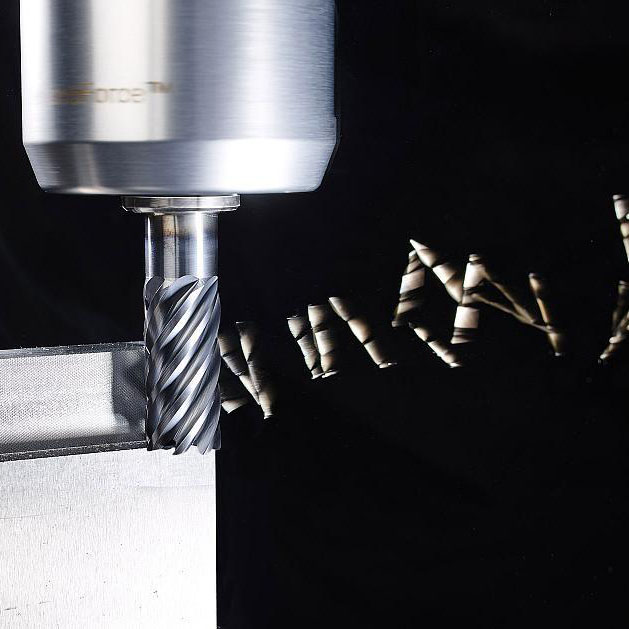
Обработка глухих отверстий — это один из самых рискованных этапов в металлообработке. В отличие от сквозных отверстий, где струха свободно выходит наружу, здесь она накапливается в замкнутом пространстве. Малейшая ошибка в выборе инструмента или режимах резания приводит к заклиниванию метчика, поломке детали и простою станка. Метчик для глухих отверстий с винтовой канавкой решает эту проблему за счет принудительного удаления стружки вверх, away from the cutting zone. Это не просто вопрос удобства, а критический фактор стабильности производственного процесса.
В нашей практике мы неоднократно сталкивались с ситуациями, когда предприятия пытались сэкономить, используя универсальные метчики с прямой канавкой для глубоких глухих отверстий. Результат был предсказуемым: брак достигал 15-20%, а затраты на восстановление резьбовых отверстий превышали стоимость качественного специализированного инструмента в три раза. Правильный выбор геометрии канавки и материала позволяет снизить брак до менее чем 1% и увеличить стойкость инструмента на 40-60%.
При поиске надежного партнера важно смотреть не только на цену за единицу, но и на технологические возможности производителя. Качественный метчик для глухих отверстий должен соответствовать строгим стандартам качества. Вот на что нужно обращать внимание в первую очередь:
Сертификация также играет ключевую роль. Наличие у производителя сертификатов ISO 9001 гарантирует стабильность качества от партии к партии. Для поставок в страны ЕАЭС необходимо наличие деклараций соответствия ТР ТС, что подтверждает безопасность и надежность инструмента для промышленного использования.
Многие закупщики пытаются найти “универсальный” метчик, который подойдет и для сквозных, и для глухих отверстий. Это заблуждение. Конструкция инструмента диктует его эффективность. Ниже приведено сравнение, основанное на реальных тестах в цеховых условиях.
| Параметр | Метчик с винтовой канавкой (для глухих) | Метчик с прямой канавкой (универсальный) | Метчик с газовой канавкой (для сквозных) |
|---|---|---|---|
| Удаление стружки | Принудительный выброс вверх (из отверстия) | Локальное накопление, требует частой очистки | Выброс вниз (сквозь отверстие) |
| Риск заклинивания | Низкий (при правильном подборе длины) | Высокий (особенно в вязких материалах) | Критический (стружка забивает глухое отверстие) |
| Стойкость в нержавейке | Высокая (до 3000 отверстий) | Средняя (800-1200 отверстий) | Неприменим |
| Стоимость инструмента | На 15-20% выше среднего | Базовая | Базовая |
Как видно из таблицы, использование специализированного инструмента окупается за счет увеличения срока службы и снижения процента брака. Экономия на цене покупки часто оборачивается скрытыми убытками от простоев оборудования.
Выбор поставщика — это не просто транзакция, а начало долгосрочного партнерства. Важно, чтобы производитель понимал специфику ваших задач. Например, ООО Цзяи Сэйко (Шэньчжэнь) зарекомендовало себя как эксперт в области прецизионного режущего инструмента. Хотя их основная специализация сосредоточена на высокоточных твердосплавных сверлах серий DX и DT, их подход к контролю качества и геометрии режущей кромки распространяется и на другие виды инструмента, включая метчики.
Серия DX, предназначенная для глубоких отверстий с внутренним охлаждением, демонстрирует тот же инженерный принцип, что и качественные метчики для глухих отверстий: приоритет эффективного отвода стружки и тепла. Производственная мощность компании составляет 8000 единиц в сутки, что позволяет обеспечивать крупные заказы без задержек. Экспорт продукции в 15 стран и регионов подтверждает, что их стандарты качества соответствуют международным требованиям. При работе с такими поставщиками вы получаете не просто товар, а технологическую поддержку и уверенность в том, что каждая единица инструмента прошла строгий выходной контроль.
Мы рекомендуем запрашивать у поставщиков образцы для тестовой обработки именно на ваших материалах. Теоретические характеристики могут отличаться от реальных показателей в зависимости от жесткости вашего станочного парка и системы СОЖ.
Для алюминия и других цветных металлов с высокой вязкостью стружки рекомендуется использовать метчики с углом винтовой канавки 40-45 градусов. Большой угол обеспечивает агрессивный выброс длинной сливной стружки из глухого отверстия, предотвращая ее намотку на тело метчика. Использование меньшего угла (30-35 градусов) возможно, но потребует более частых циклов реверса для очистки.
Нет, это категорически не рекомендуется. Винтовая канавка работает эффективно только при сочетании поступательного движения и вращения. Без реверса (обратного вращения) для сброса нагрузки и очистки канавок, риск поломки инструмента в глухом отверстии возрастает многократно, особенно на глубине более 1.5 диаметра резьбы.
Да, и это критический параметр. Длина рабочей части метчика должна превышать глубину нарезаемого отверстия минимум на 2-3 шага резьбы. Если метчик слишком короткий, стружка будет упираться в дно отверстия и блокировать инструмент. Если слишком длинный — увеличивается риск биения и поломки хвостовика из-за недостаточной жесткости.
Процесс закупки промышленного инструмента должен быть прозрачным. Перед размещением заказа убедитесь, что поставщик может предоставить чертежи с указанием всех геометрических параметров. Это позволит вашим технологом провести входной контроль еще до начала обработки.
Обратите внимание на условия поставки и упаковки. Метчики с винтовой канавкой имеют хрупкую режущую часть. Качественные поставщики используют индивидуальные пластиковые тубы или ячейки в коробках, исключающие контакт инструмента друг с другом при транспортировке. Повреждение режущей кромки при доставке — частая проблема при работе с ненадежными логистическими партнерами.
Срок изготовления стандартных позиций обычно составляет 7-14 дней. Для нестандартных размеров или специальных покрытий срок может увеличиться до 20-25 дней. Планируйте закупки заранее, чтобы избежать простоев производства из-за отсутствия расходного инструмента.
Инвестиции в качественный метчик для глухих отверстий от проверенного производителя — это прямой вклад в снижение себестоимости вашей продукции. Стабильное качество резьбы, отсутствие брака и высокая скорость обработки позволяют вам выполнять заказы клиентов в срок и с гарантированным результатом.
Если вы ищете надежного партнера, способного обеспечить стабильные поставки высокоточного инструмента, рассмотрите предложения компаний с подтвержденным опытом экспорта и сертификацией. Свяжитесь с нами сегодня, чтобы получить техническую консультацию и расчет стоимости партии для вашего производства.