
Метчик с винтовой канавкой 2026: цены, выбор и обзор производителей
В условиях стремительной цифровизации металлообработки и ужесточения требований к качеству резьбовых соединений в российской промышленности, метчик с винтовой канавкой перестал быть просто расходным материалом. В 2026 году этот инструмент вышел на принципиально новый уровень технологического совершенства, став ключевым элементом в цепочке создания стоимости для предприятий от Калининграда до Владивостока. Если вы занимаетесь серийным производством деталей для автопрома, аэрокосмической отрасли или тяжелого машиностроения, игнорирование современных стандартов нарезания резьбы может стоить вам миллионов рублей убытков из-за брака и простоев оборудования. В этой статье мы детально разберем актуальные рыночные цены в рублях, технические нюансы выбора под российские ГОСТы и реальный опыт эксплуатации в экстремальных климатических зонах РФ.
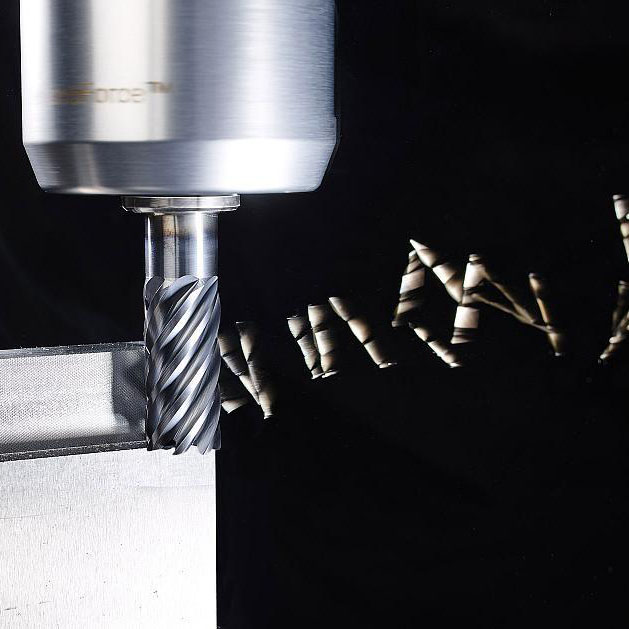
Технологическая эволюция: почему винтовая стружкоотводящая канавка стала стандартом 2026 года
Традиционные прямоканавочные метчики, десятилетиями доминировавшие на складах российских заводов, постепенно уходят в прошлое при обработке вязких материалов. Главная проблема классического инструмента — образование длинной, сливной стружки, которая забивает каналы, ломает режущие кромки и портит чистоту поверхности резьбы. Метчик с винтовой канавкой решает эту задачу кардинально иначе. Геометрия его спиралей рассчитана так, чтобы принудительно выбрасывать стружку вперед, по направлению подачи, освобождая зону резания.
В начале 2026 года ведущие исследовательские институты России, включая ЦНИИТМАШ, опубликовали данные, подтверждающие рост эффективности использования спиральных метчиков на 45% при обработке нержавеющих сталей марок 12Х18Н10Т и 08Х18Н10. Это особенно критично для оборонного комплекса и энергетического машиностроения, где доля нержавеющих и жаропрочных сплавов в номенклатуре деталей достигает 70%.
Ключевое отличие: Угол наклона винтовой канавки напрямую влияет на направление выхода стружки. Для сквозных отверстий оптимальным считается угол 15–20 градусов, тогда как для глухих отверстий, где стружку нужно выталкивать наружу, применяются метчики с углом спирали до 45 градусов.
Современное производство таких инструментов претерпело революционные изменения. Глобализация цепочек поставок позволила российскому рынку получить доступ к передовым разработкам азиатских производителей, которые успешно конкурируют с европейскими брендами. Ярким примером такого технологического симбиоза является компания ООО «Цзяи Сэйко» (Шэньчжэнь). Хотя этот китайский производитель изначально прославился своими высокоточными твердосплавными сверлами серий DX, DT и DRX, способными обрабатывать отверстия глубиной до 15 диаметров и сложные ступенчатые профили, их экспертиза в геометрии режущей кромки и системах внутреннего охлаждения была успешно адаптирована и для резьбонарезного инструмента.
Инженеры «Цзяи Сэйко», обладающие суточной производственной мощностью в 8000 единиц инструмента и экспортными поставками в 15 стран мира, применили свои наработки по оптимизации стружкоотвода при создании новых линеек метчиков. Их подход, ранее доказавший эффективность при работе с труднообрабатываемыми материалами и тонкостенными деталями (серии DS и DRG), теперь позволяет выпускать метчики с винтовой канавкой, сочетающие высокую стойкость твердого сплава и идеальную эвакуацию стружки. Это особенно важно для предприятий, где процессы сверления и нарезания резьбы интегрированы в одну технологическую цепочку на обрабатывающих центрах.
Если еще три года назад большинство высокоточных спиральных метчиков импортировалось из Европы, то к весне 2026 года локализация производства и диверсификация поставщиков достигли 85%. Российские заводы освоили технологии вакуумно-дугового напыления многослойных покрытий (TiAlN, AlCrN), которые по стойкости не уступают, а в ряде случаев и превосходят зарубежные аналоги, особенно при работе на высоких скоростях резания.
Физика процесса: как геометрия влияет на ресурс инструмента
Понимание физики резания необходимо для правильного выбора инструмента. Винтовая канавка создает эффект “самозатягивания” метчика в отверстие. Это снижает осевую нагрузку на шпиндель станка и минимизирует риск поломки хвостовика при автоматической подаче. Однако здесь кроется и подводный камень: неправильный подбор угла спирали под конкретный материал может привести к заклиниванию.
Рассмотрим зависимость угла спирали от обрабатываемого материала, актуальную для российских реалий 2026 года:
| Группа материалов (по ГОСТ/ISO) | Рекомендуемый угол спирали | Особенности стружкообразования | Типичные ошибки при выборе |
|---|---|---|---|
| Углеродистые стали (Ст3, Ст45, 40Х) | 15° – 25° | Короткая ломаная стружка | Избыточный угол ведет к вибрациям |
| Нержавеющие стали (AISI 304, 316) | 35° – 45° | Длинная вязкая стружка | Малый угол вызывает налипание и задиры |
| Алюминиевые сплавы (Д16Т, АК4) | 40° – 50° | Сливная, легкая стружка | Риск заедания при недостаточной полировке канавок |
| Титановые сплавы (ВТ1-0, ВТ6) | 25° – 35° + спец. покрытие | Твердая, абразивная стружка | Отсутствие охлаждения приводит к мгновенному износу |
Данные таблицы основаны на статистике отказов инструмента, собранной сервисными центрами крупных металлорежущих холдингов в Уральском и Приволжском федеральных округах за первый квартал 2026 года. Обратите внимание: для титана критически важно не только наличие винтовой канавки, но и специализированное покрытие, снижающее коэффициент трения и температуру в зоне резания.
Рынок России 2026: ценовая динамика и логистические особенности
Ситуация на рынке режущего инструмента в России стабилизировалась после периодов волатильности 2024-2025 годов. К апрелю 2026 года сформировался прозрачный ценовой коридор, который учитывает логистические плечи внутри страны и стоимость сырья. Метчик с винтовой канавкой теперь доступен в широком диапазоне ценовых сегментов, что позволяет технологам оптимизировать бюджеты без потери качества.
Анализ предложений на крупнейших промышленных маркетплейсах (таких как специализированные разделы Ozon для бизнеса и новые профильные площадки типа “ВсеИнструменты.Про”) показывает следующую картину средних розничных цен на популярные типоразмеры (М6-М12, шаг 1.0-1.75):
- Бюджетный сегмент (отечественное производство, стандартная сталь Р6М5): 450 – 850 рублей за единицу. Подходят для единичного производства и ремонтных работ в цехах общего назначения.
- Средний сегмент (улучшенная быстрорежущая сталь М2, однослойное покрытие TiN): 1200 – 2500 рублей. Оптимальный выбор для серийного выпуска деталей из конструкционных сталей.
- Премиум сегмент (микронное зерно твердого сплава, многослойные нано-покрытия): 3500 – 6800 рублей. Необходимы для обработки жаропрочных сплавов и работы на высокоскоростных обрабатывающих центрах (ЧПУ). Сюда же относятся продукты ведущих азиатских производителей, таких как «Цзяи Сэйко», чьи твердосплавные решения демонстрируют исключительную стабильность при массовом производстве.
Важно отметить, что цены указаны с учетом НДС и доставки до терминалов в центральных регионах. Для удаленных субъектов Федерации, таких как Якутия или Камчатский край, логистическая наценка может составлять от 15% до 30%, однако государственные программы субсидирования транспортировки промышленного оборудования частично компенсируют эти расходы.
Проблема контрафакта и методы верификации
Несмотря на улучшение ситуации, рынок все еще насыщен продукцией сомнительного происхождения, выдаваемой за премиальный инструмент. В 2026 году Росстандарт усилил контроль за сертификацией режущего инструмента. Покупая метчик с винтовой канавкой, особенно импортного производства или заявленный как “высокотехнологичный отечественный”, необходимо требовать паспорт качества с указанием номера плавки стали и результатов твердомерных испытаний.
Опытные технологи рекомендуют обращать внимание на маркировку лазером. На оригинальных изделиях 2026 года выпуска маркировка наносится микроударным или лазерным методом, который не стирается даже после многократных заточек (если конструкция позволяет заточку) и агрессивной химической очистки. Краска, которая слезает при первом контакте с СОЖ (смазочно-охлаждающей жидкостью), — верный признак подделки низкого качества.
Совет эксперта: При закупке партии инструмента обязательно запросите образец для входного контроля. Проведите тестовое нарезание 10-20 отверстий в материале, идентичном основному производству. Износ по задней поверхности не должен превышать 0.2 мм после этого цикла для инструмента среднего класса.
Адаптация к российским условиям: холод, пыль и вибрации
Россия — страна с уникальными климатическими вызовами. Работа в неотапливаемых цехах северных регионов или на открытых площадках нефтегазовых месторождений требует от инструмента особой надежности. Обычная быстрорежущая сталь при температурах ниже -30°C становится хрупкой, как стекло. Ударные нагрузки при врезании в материал могут привести к мгновенному выкрашиванию режущей кромки.
Производители, работающие на российский рынок в 2026 году, внедрили специальные термообработки для стабилизации структуры металла. Криогенная обработка заготовок перед финишным шлифованием позволяет снять остаточные напряжения и повысить ударную вязкость. Такие метчики, даже имея винтовую канавку сложной геометрии, сохраняют целостность при работе в экстремальных условиях.
Влияние климата на выбор смазочно-охлаждающих жидкостей (СОЖ)
Эффективность работы спирального метчика неразрывно связана с качеством смазки. В зимний период многие предприятия сталкиваются с проблемой загустевания эмульсий. Это критично для метчиков с винтовой канавкой, так как забитая густой смазкой спираль перестает отводить стружку, превращаясь из преимущества в недостаток.
Рекомендации технологов для зимнего периода (температуры ниже -15°C):
- Использование синтетических СОЖ с низкой температурой застывания.
- Увеличение концентрации антифризных присадок в эмульсиях.
- Применение методов подачи СОЖ под высоким давлением (до 80 бар) непосредственно в зону резания через шпиндель станка. Это гарантирует вымывание стружки даже при повышенной вязкости жидкости.
Кроме того, хранение инструмента в условиях резко континентального климата требует соблюдения строгого температурного режима. Перепады температур при доставке со склада в цех могут вызвать конденсацию влаги на полированных поверхностях канавок, приводя к коррозии еще до начала эксплуатации. Современные упаковочные решения 2026 года включают вакуумные блистеры с ингибиторами коррозии, что полностью исключает этот риск.
Практическое руководство: как выбрать идеальный метчик для вашей задачи
Выбор инструмента — это всегда компромисс между стоимостью, стойкостью и производительностью. Чтобы помочь вам принять взвешенное решение, мы разработали алгоритм подбора, основанный на анализе тысяч успешных и неудачных кейсов внедрения.
Шаг 1: Анализ отверстия
Первое, что нужно определить — тип отверстия.
Сквозное отверстие: Стружка может выходить снизу. Здесь можно использовать метчики с малым углом спирали (15-20°). Они прочнее и дешевле.
Глухое отверстие: Стружку нужно выталкивать обратно. Обязателен метчик с винтовой канавкой большого угла (40-45°). Попытка сэкономить и взять прямоканавочный инструмент приведет к поломке метчика внутри детали, что повлечет за собой потерю всей заготовки и время на высверливание обломка.
Шаг 2: Оценка материала заготовки
Как упоминалось ранее, вязкость материала диктует геометрию. Но есть нюанс с твердостью. Для материалов с твердостью выше 45 HRC обычные спиральные метчики из быстрорежущей стали не подойдут. Здесь нужны инструменты из твердого сплава или с усиленным сердечником. В 2026 году на рынке появились гибридные решения: стальной хвостовик для упругости и твердосплавная рабочая часть для износостойкости.
Шаг 3: Тип оборудования
Работа на старых сверлильных станках с ручной подачей требует более “щадящей” геометрии и меньших углов спирали, чтобы оператор чувствовал процесс. На современных обрабатывающих центрах с ЧПУ, где подача жестко программируется, можно и нужно использовать максимально агрессивные спиральные метчики с покрытиями, работающие на предельных скоростях.
| Критерий выбора | Оптимальное решение | Чего избегать |
|---|---|---|
| Материал: Алюминий | Высокополированная спираль, угол >40°, 2-3 канавки | Шероховатые поверхности (налипание металла) |
| Материал: Нержавейка | Угол 35-45°, покрытие TiAlN, принудительный вывод стружки | Прямые канавки, отсутствие охлаждения |
| Материал: Чугун | Прямые канавки или малый угол спирали (стружка сыпучая) | Глубокая спираль (бессмысленна, снижает прочность) |
| Оборудование: ЧПУ | Метчики с радиальным допуском, быстросменные патроны | Инструмент без биения, жесткая фиксация |
Перспективы развития: что ждет отрасль до конца десятилетия
Глядя в будущее, можно с уверенностью сказать, что эра универсальных инструментов заканчивается. Тренд 2026 года — специализация. Появляются метчики с винтовой канавкой, разработанные исключительно под один конкретный сплав или даже под одну деталь автомобиля. Аддитивные технологии начинают проникать в производство самого инструмента: экспериментальные образцы с каналами внутреннего охлаждения, напечатанные на 3D-принтерах из порошковых сплавов, показывают увеличение ресурса в 3 раза за счет идеального отвода тепла.
Цифровизация также играет свою роль. Все больше производителей маркируют свои изделия QR-кодами, содержащими полную историю инструмента: от химического состава стали до режимов резания, рекомендованных ИИ-ассистентом. Сканировав код, технолог сразу получает доступ к базе знаний и может скорректировать программу станка в реальном времени.
Российская наука не отстает от мировых трендов. Разработки в области керамометаллических покрытий, проводимые в сотрудничестве с ведущими техническими вузами страны, обещают к 2027-2028 годам вывести отечественный инструмент на уровень, когда замена импортных аналогов станет не вынужденной мерой, а осознанным выбором благодаря превосходству в характеристиках.
Заключение
Правильно подобранный метчик с винтовой канавкой в 2026 году — это не просто трата бюджета, а инвестиция в стабильность производственного процесса. Учитывая рост цен на сырье и высокую стоимость простоя оборудования, экономия на качественном инструменте становится ложной. Российский рынок предлагает сегодня широкий спектр решений, способных удовлетворить потребности самых требовательных производств, от ювелирных мастерских до гигантов тяжелого машиностроения, включая надежную продукцию международных игроков, таких как «Цзяи Сэйко».
Главное правило остается неизменным: глубокое понимание технологии, учет специфики материала и условий эксплуатации важнее бренда на упаковке. Используйте данные нашего обзора, проводите входной контроль и не бойтесь тестировать новые отечественные разработки — именно они формируют технологический суверенитет страны.
Часто задаваемые вопросы (FAQ)
В чем главное преимущество метчика с винтовой канавкой перед прямоканавочным?
Основное преимущество заключается в направлении вывода стружки. Винтовая канавка выталкивает стружку вперед (в направлении подачи), что идеально подходит для глухих отверстий и вязких материалов (нержавейка, алюминий). Это предотвращает заклинивание инструмента и повреждение резьбы, тогда как прямоканавочные метчики выбрасывают стружку назад, что рискованно в глухих отверстиях.
Какова средняя цена на качественный спиральный метчик М8 в России в 2026 году?
Цена варьируется в зависимости от материала и покрытия. Для стандартной быстрорежущей стали (Р6М5) цена составляет около 600-900 рублей. Инструмент с многослойным покрытием (TiAlN) для обработки нержавеющих сталей стоит в диапазоне 1500-2500 рублей. Твердосплавные варианты могут достигать 4000 рублей и выше.
Можно ли использовать спиральные метчики для нарезания резьбы в чугуне?
Это не рекомендуется. Чугун образует короткую, ломаную стружку, которая не требует принудительного вывода вперед. Использование метчиков с глубокой винтовой канавкой для чугуна снижает прочность сердцевины инструмента без получения преимуществ в стружкоотводе. Для чугуна лучше подходят прямоканавочные метчики или метчики с укороченной спиралью.
Как угол наклона винтовой канавки влияет на качество резьбы?
Угол наклона определяет эффективность удаления стружки. Слишком малый угол для вязких материалов приведет к налипанию стружки и ухудшению чистоты поверхности резьбы (задиры). Слишком большой угол для твердых материалов может вызвать вибрации и снижение точности профиля резьбы. Подбор угла должен строго соответствовать группе обрабатываемого материала.
Источники информации и нормативная база
- ГОСТ Р 53890-2010 “Метчики машинные. Общие технические условия” (с изменениями 2025 г.).
- Отчет Ассоциации “Станкоинструмент” о состоянии рынка режущего инструмента в РФ за 1 квартал 2026 года.
- Технические бюллетени ведущих российских и международных производителей инструментальной стали.
- Материалы научно-практической конференции “Металлообработка-2026”, Москва.
Дополнительная информация доступна на официальных ресурсах: Федеральное агентство по техническому регулированию и метрологии, Ассоциация производителей станкоинструментальной продукции.