-
+86-15602977156
- owen@jiayi-tools.com
- ООО Цзяи Сэйко (Шэньчжэнь)
+86-15602977156
















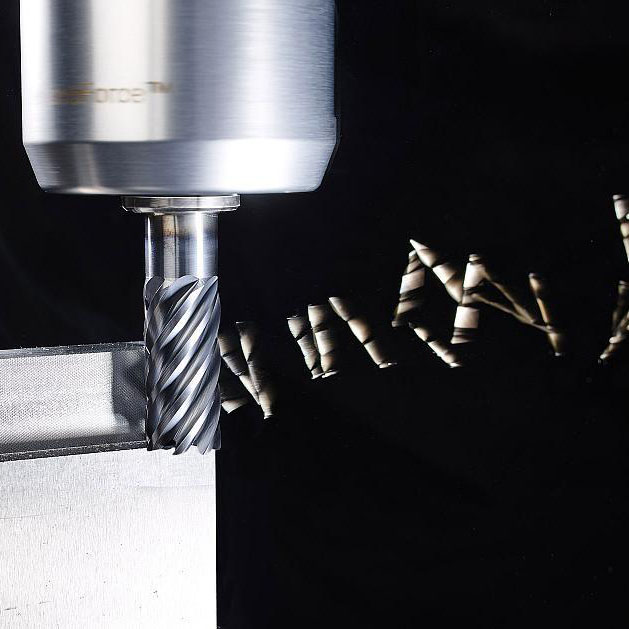
RZ530 — Серия разверток для сквозных отверстий с удлиненной режущей частью, разработанная TY TOOLS как прорывное решение для обработки отверстий с большим отношением длины режущей кромки к диаметру. Инновационная технология «равномерное резание удлиненной режущей кромкой + калибрование без образования ступенек» позволяет достичь высокой точности обработки удлиненных отверстий за один проход, радикально решая ключевые проблемы традиционных разверток с удлиненной режущей частью: неравномерность резания, образование ступенек на стенках отверстия и сколы на выходе. Инструмент идеально подходит для самых строгих требований в пресс-формах, гидравлике, аэрокосмической отрасли и других сферах, где требуется обработка удлиненных сквозных отверстий.
|
Артикул
|
Серия RZ530
|
|
Тип
|
Твердосплавная развертка
|
|
Наименование
|
Шестизубая развертка для глубоких / сквозных отверстий
|
|
Бренд
|
JYTOOLS
|
|
OEM/ODM
|
По образцу / чертежам заказчика
|
|
Модель
|
D8.7518LD8*186L
|
|
Страна производства
|
Шэньчжэнь, Китай
|
")

Неравномерный шаг зубьев + переменная ширина направляющей ленточки
Конструкция с четырьмя зубьями и неравномерным шагом нарушает частоту вибраций при резании. Направляющие ленточки выполнены с обратной конусностью 0.002 мм и переменной шириной, что обеспечивает равномерное распределение нагрузки по длине режущей кромки и исключает появление ступенек и вибрационных следов на стенках отверстия.
Двунаправленная калибрующая ленточка
Передняя часть ленточки имеет направляющий угол 15°, что снижает деформацию на входе. Задняя часть выполняет роль зеркальной калибрующей ленточки с обратной конусностью 0.002 мм, обеспечивая отсутствие сколов и заусенцев на выходе, а также стабильную шероховатость стенок отверстия до Ra≤0.15 мкм.
Цельная твердосплавная конструкция
Инструмент изготовлен методом цельного формования из мелкозернистого твердого сплава (HRC 68). Отсутствие сварных соединений гарантирует стабильность при высоких скоростях резания и подачах, исключая биение. Повторяемость позиционирования — не более 0.003 мм.
Нано-покрытие TiAlN
Применяется PVD-нано-покрытие толщиной всего 2 мкм. Твердость покрытия достигает HV 3800, коэффициент трения — 0.3. Стойкость инструмента в 2 раза выше по сравнению с традиционными покрытиями.
Система внутреннего охлаждения + спиральные стружечные канавки
Встроенные три спиральных канала для подачи охлаждающей жидкости выдерживают давление до 120 бар. В сочетании с увеличенным объемом стружечной канавки это ускоряет отвод стружки на 50% и предотвращает повреждение стенок отверстия.
Адаптивный передний угол
Передний угол в диапазоне 5°–8° автоматически адаптируется к свойствам обрабатываемого материала, оптимизируя усилие резания и снижая износ инструмента.
100% динамическая балансировка
Каждая развертка проходит динамическую балансировку по классу G2.5, обеспечивая виброустойчивость при высоких скоростях вращения до 20 000 об/мин.
Автомобилестроение
Обработка компонентов гидравлических систем двигателей и коробок передач.
Аэрокосмическая отрасль
Изготовление высокоточных деталей гидравлических и пневматических систем.
Алюминиевые сплавы
Скорость резания (Vc) = 80–120 м/мин, подача (f) = 0.08–0.18 мм/об. Рекомендуется MQL (минимальная смазка).
Нержавеющая сталь
Скорость резания (Vc) = 40–70 м/мин, подача (f) = 0.05–0.12 мм/об. Рекомендуется внутреннее охлаждение + MQL.
Стальные заготовки
Скорость резания (Vc) = 50–80 м/мин, подача (f) = 0.06–0.15 мм/об. Рекомендуется охлаждение эмульсией.
Обработка отверстий с удлиненной режущей частью
Рекомендуется обработка за один проход без последующего калибрования для обеспечения стабильного качества поверхности стенок отверстия.
Пресс-формы (отверстия с удлиненной режущей частью)
Обработка направляющих отверстий с удлиненной режущей частью диаметром 5–20 мм и длиной режущей кромки до 150 мм в плитах литьевых и штамповочных форм. Отсутствие ступенек на стенках отверстия обеспечивает высокоточное сопряжение направляющих колонн.
Гидравлические распределительные блоки (удлиненные отверстия)
Обработка масляных каналов с удлиненной режущей частью диаметром 4–16 мм и длиной режущей кромки до 120 мм в стальных корпусах гидравлических блоков. Соответствие требованиям герметичности для систем высокого давления.
Аэрокосмическая отрасль (удлиненные отверстия)
Обработка соединительных отверстий с удлиненной режущей частью диаметром 6–25 мм и длиной режущей кромки до 200 мм в деталях из нержавеющей стали (стойки шасси, опоры двигателей). Отклонение от круглости ≤0.002 мм.
Медицинское оборудование (удлиненные отверстия)
Обработка сквозных отверстий с удлиненной режущей частью диаметром 2–8 мм и длиной режущей кромки до 80 мм в имплантатах и хирургических инструментах из нержавеющей стали. Обеспечение точности и биосовместимости медицинских изделий.

T-11A Инструмент для обработки полостей – это специализированная развертка для блоков картриджных клапанов, высокоточный режущий инструмент, предназначенный для обработки отверстий под картриджные клапаны в гидравлических блоках. Его основное назначение – повышение точности размеров, геометрической формы и качества поверхности многоступенчатых отверстий.
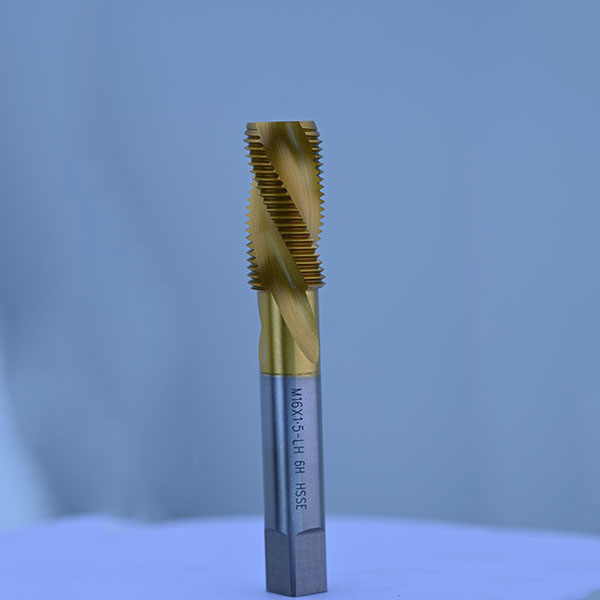
Метрические метчики для нарезания резьбы HSS-E-PM с спиральной канавкой – TP107 Метчик TP107 с спиральной канавкой является идеальным выбором для обработки резьбы в глухих отверстиях благодаря эффективному удалению стружки, высокой точности и адаптивности. Он особенно подходит для глубоких отверстий, материалов с высокой вязкостью и сложных условий обработки.

Серия TM565 представляет собой профессиональные резьбофрезы, разработанные для прецизионной обработки 60° американской сухой уплотнительной трубной резьбы NPSF в соответствии со стандартом B1.20.3.

C12-4 Развертка для полостей гидравлических картриджных клапанов | Четырехходовой клапан, спецификация 12, высокоточный режущий инструмент для обработки полостей, предназначенный для обработки отверстий под картриджные клапаны в гидравлических блоках. Его основное назначение – повышение точности размеров, геометрической формы и качества поверхности многоступенчатых отверстий.
Серия TM559 представляет собой профессиональные резьбофрезы, разработанные для прецизионной обработки 60° американской сухой уплотнительной конической трубной резьбы NPTF в соответствии со стандартом ANSI B1.20.3-1976.

Фрезы для резки цветных металлов – TX170C Шестилистовая фреза для обработки Т – образных пазов Фрезы серии TX170C с шестью режущими кромками для обработки Т – образных пазов являются неотъемлемым инструментом современной прецизионной обработки благодаря своей высокой твердости, износостойкости, точности и способности к высокоскоростной резке.
Усиленные фрезы с шарообразным наконечником из твердого сплава – RS20H Двухлистовые фрезы с шарообразным наконечником Фрезы с шарообразным наконечником серии RS20H являются усиленными инструментами, которые широко используются при обработке ных штампов, сложных поверхностей и в других сценариях, требующих высокой точности обработки.

Твердосплавные уступы / пазовые фрезы EG30B Высокоточные концевые фрезы с филе-флейтой серии EG30B специализируются на обработке цветных металлов и славятся своей высокой производительностью и универсальностью. Эта серия фрез для алюминия отличается не только превосходной износостойкостью, но и передовым процессом шлифования

VC12-3 Развертка для полостей гидравлических картриджных клапанов | Трехходовой клапан, спецификация 12, высокоточный режущий инструмент для обработки полостей, предназначенный для обработки отверстий под картриджные клапаны в гидравлических блоках. Его основное назначение – повышение точности размеров, геометрической формы и качества поверхности многоступенчатых отверстий.

T-11A Инструмент для обработки полостей – это специализированная развертка для блоков картриджных клапанов, высокоточный режущий инструмент, предназначенный для обработки отверстий под картриджные клапаны в гидравлических блоках. Его основное назначение – повышение точности размеров, геометрической формы и качества поверхности многоступенчатых отверстий.
SAE#20 При обработке гидравлических и пневматических систем герметичность соединений зависит от точности обработки. Наш инструмент для отверстий SAE#20 разработан в соответствии со стандартами MS16142, SAEJ1926-1, SAEJ514 и представляет собой комплексное решение: один инструмент объединяет операции сверления отверстия, формирования уплотнительной фаски и зенковки.

Серия TM550 представляет собой профессиональные резьбофрезы, разработанные для прецизионной обработки 55° дюймовой трубной резьбы G в соответствии со стандартом B.S.21:1985.

A877 Развертка для полостей гидравлических картриджных клапанов | Трехходовой клапан, спецификация 04, высокоточный режущий инструмент для обработки полостей, предназначенный для обработки отверстий под картриджные клапаны в гидравлических блоках, предназначен для повышения точности размеров, геометрической формы и качества поверхности многоступенчатых отверстий.

Серия TC614 разработана для прецизионной обработки метрической резьбы MJ 60° в соответствии со стандартом DIN ISO 5855-1. Это профессиональная тонкостержневая резьбовая фреза для аэрокосмической промышленности.

Серия DSR30C – твердосплавное короткое сверло с внешним охлаждением, высокоэффективный инструмент, разработанный TY TOOLS для обработки малых отверстий с высокой подачей и тонкостенных деталей.