-
+86-15602977156
- owen@jiayi-tools.com
- ООО Цзяи Сэйко (Шэньчжэнь)
+86-15602977156

















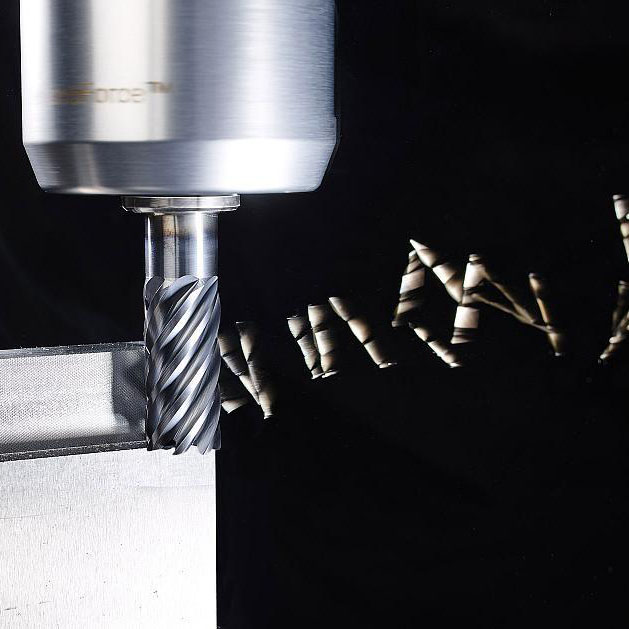
Серия DC183X – трёхзубый высокоэффективный твердосплавный сверлильный инструмент с внутренним охлаждением от TY TOOLS, специально разработанный для глубоких отверстий с высокой подачей и массового производства. Конструкция «трёхзубая конструкция + двухканальное внутреннее охлаждение + демпфирующий виброгасящий корпус» обеспечивает эффективное удаление стружки тремя зубьями, охлаждение непосредственно в зоне резания и отсутствие вибрации при длинном вылете.
Серия DC183X - трёхзубый высокоэффективный твердосплавный сверлильный инструмент с внутренним охлаждением от TY TOOLS, специально разработанный для глубоких отверстий с высокой подачей и массового производства. Конструкция «трёхзубая конструкция + двухканальное внутреннее охлаждение + демпфирующий виброгасящий корпус» обеспечивает эффективное удаление стружки тремя зубьями, охлаждение непосредственно в зоне резания и отсутствие вибрации при длинном вылете. Это полностью решает традиционные проблемы «медленный отвод стружки, низкая эффективность, вибрация инструмента», обеспечивая высокую подачу, длительный срок службы и низкую стоимость. Идеальное решение для сверления резьбовых отверстий в аэрокосмической промышленности, энергетическом оборудовании и пресс-формах.
| Номер материала | DC183X |
| Основа сверла | Сверхмелкозернистый твердый сплав (карбид вольфрама) |
| Наименование | Твердосплавное сверло с внутренним охлаждением / сверло для глубоких отверстий |
| Бренд | JYTOOLS |
| OEM / ODM | По образцу / чертежу |
| Модель / спецификация | Ø11,80*96L*Ø12,0*162L |
| Срок поставки | 2 недели |
| Страна происхождения | Шэньчжэнь, Китай |
")
")
")
")
")
Обработка нержавеющей стали 316L: рекомендуемая скорость резания vc=50-80 м/мин, подача f=0,06-0,15 мм/об, внутреннее охлаждение + минимальное смазывание MQL.
Обработка жаропрочного сплава Inconel 718: рекомендуемая скорость резания vc=30-50 м/мин, подача f=0,04-0,1 мм/об, высокодавление внутреннего охлаждения.
Обработка титанового сплава Ti6Al4V: рекомендуемая скорость резания vc=40-60 м/мин, подача f=0,05-0,12 мм/об, высокодавление внутреннего охлаждения.
Глубокое сверление: рекомендуется ступенчатая подача, глубина подачи за один проход ≤4× диаметр инструмента, обеспечить беспрепятственный отвод стружки.
| Размер упаковки | 15×15×200 мм |
| Диаметр режущей части DC | Ø11,8 мм |
| Длина режущей части LCF | 96,0 мм |
| Диаметр хвостовика DC | Ø12,0 мм |
| Общая длина OAL | 162,0 мм |
| Материал | VHM (Сверхмелкозернистый твердый сплав) |
| Покрытие | AlTiN |
| Минимальный объём заказа | 2 шт. |
Цельная конструкция из твердого сплава: корпус изготовлен из сверхмелкозернистого твердого сплава (HRC68) цельным литьём, без сварных конструкций, без люфта и биения при высокоскоростной обработке с высокой подачей, точность повторного позиционирования ≤0,003 мм.
Трёхканальная система внутреннего охлаждения: два высокоточных канала внутреннего охлаждения, давление охлаждения до 120 бар, охлаждающая среда непосредственно достигает зоны резания трёх зубьев, эффективность теплоотвода повышена на 60%, исключает риск прижога при глубоком сверлении.
Трёхзаходная спиральная канавка: конструкция с высоким углом спирали 40° и переменным шагом зубьев, упорядоченное расслоение стружки, эффективность удаления стружки повышена на 55%, предотвращает забивание стружкой и царапины на стенках отверстия.
Нано-покрытие TiAlN: технология PVD нанопокрытия, толщина покрытия 2 мкм, твёрдость HV3800, коэффициент трения до 0,3, срок службы инструмента в 1,5 раза выше по сравнению с традиционными покрытиями.
Центрирующая вершина 148°: конструкция центрирования 148°, точность центрирования ≤0,003 мм, обработка без предварительного сверления центра, сокращает количество операций и повышает эффективность.
100% проверка динамической балансировки: каждое сверло проходит испытание на динамическую балансировку класса G2.5, без вибрации при высокой скорости 20000 об/мин, обеспечивает стабильность обработки.
Высокоточная шлифовка режущей кромки: обработка на 5-осевом станке с ЧПУ, биение ≤0,002 мм, обеспечивает точность круглости и цилиндричности отверстия.
Область применения: автомобильная промышленность, аэрокосмическая и энергетическая промышленность, инструментальная промышленность, общее машиностроение.
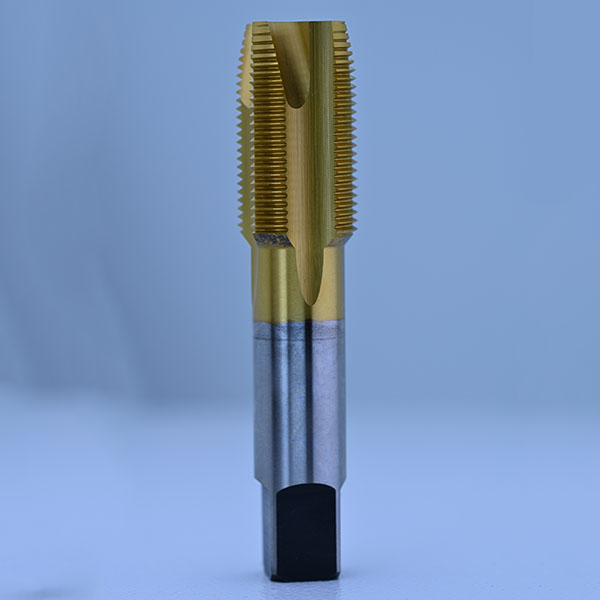
Полировка до и после обработки снижает трение и обеспечивает превосходное управление стружкой.
Высокопроизводительные метчики для выдавливания HSS-E-PM — TG112 Метчики для метрической резьбы (Metric Extrusion Taps) TG112F — метчик для выдавливания, который в процессе обработки подвергает материал холодной деформации, делая поверхность резьбы более плотной и гладкой, уменьшая шероховатость поверхности и повышая эксплуатационные характеристики резьбы.

Глубина бурения 5D Новые твердосплавные сверла DRG50 предназначены для обработки твердых материалов до 65 HRC.Области применения: автомобильная промышленность, аэрокосмическая и энергетическая промышленность, производство пресс-форм и штампов, общее машиностроение Твердый сплав также обеспечивает превосходные характеристики сверления благодаря уникальному сочетанию геометрии и специальных покрытий.Можно использовать эмульсионную, масляную или микрожидкостную туманную смазку (MQL). Двойные спиральные кромки обеспечивают прямолинейное сверление и оптимальное половое покрытие.Флейта пропеллера также подвергается суперфинишной обработке.
Глубина бурения 3D Цельные твердосплавные сверла идеально подходят для сверления свинцовой стали, легированной стали, стальных сплавов и всех нержавеющих сталей.Диаметры варьируются от D4 до D20 мм. Твердый сплав также обеспечивает превосходную производительность сверления благодаря уникальному сочетанию геометрии и специальных покрытий. Кромки с двойной спиралью обеспечивают прямолинейное сверление и оптимальную производительность.Флейта пропеллера также подвергается суперфинишной обработке.

SDC08-2 Развертка для полостей гидравлических картриджных клапанов | Двухходовой клапан, спецификация 08, высокоточный режущий инструмент для обработки полостей, предназначенный для обработки отверстий под картриджные клапаны в гидравлических блоках. Его основное назначение – повышение точности размеров, геометрической формы и качества поверхности многоступенчатых отверстий.

Фреза для предварительной обработки с/ фреза с переменным шагом – EU30A Серия фрез EU30A представляет собой трехлистовые фрезы с закругленными кромками. Они имеют оптимизированный переменный шаг режущих кромок и особую геометрию,что позволяет уменьшить гармоники и повысить скорость удаления материала (MRR). Современный процесс шлифования обеспечивает стабильность резания.

Глубина бурения 5D Сверла серии Integral Carbide имеют проникающую охлаждающую жидкость и наконечник с углом 140°, предназначенный для более глубокого применения.Прямые режущие кромки используются для рассеивания напряжений и повышения прочности наконечника на скол. Твердый сплав также обеспечивает превосходные характеристики сверления благодаря уникальному сочетанию геометрии и специальных покрытий.Диаметры варьируются от D4 до D20 мм.
Метчики для нарезания резьбы по американскому стандарту HSS-E-PM — TL117E Метчики для трубной резьбы США (U.S. Pipe Threads) TL117E — метчик с передним концом, основные преимущества которого заключаются в высокой направляющей способности, превосходной точности резьбы, хорошем удалении стружки и стабильном процессе обработки.

T-162A Инструмент для обработки полостей – это специализированная развертка для блоков картриджных клапанов, высокоточный режущий инструмент, предназначенный для обработки отверстий под картриджные клапаны в гидравлических блоках. Его основное назначение – повышение точности размеров, геометрической формы и качества поверхности многоступенчатых отверстий.

шестигранная развертка Инновационная конструкция развертки RC180X обеспечивает невообразимый прогресс.Эффективная смазка в точке резания и хороший отвод стружки гарантированы благодаря радиальному внутреннему принудительному охлаждению.Изученная геометрия снижает шероховатость и максимизирует точность размеров.

Фрезы с шарообразным наконечником для обработки нержавеющей стали – RS20J Четырехлистовая фреза с шарообразным наконечником Фрезы с шарообразным наконечником серии RS20J являются высококачественными специальными инструментами, которые широко используются при обработке штампов, сложных поверхностей и в других сценариях, требующих высокой точности обработки.

Серия CR415 конусного спирального развёртывающего инструмента для сквозных отверстий — это универсальный инструмент, разработанный компанией TY TOOLS для обработки глубоких канавок, глухих и сквозных отверстий.

SAE#24 При обработке гидравлических и пневматических систем герметичность соединений зависит от точности обработки. Наш инструмент для отверстий SAE#24 разработан в соответствии со стандартами MS16142, SAEJ1926-1, SAEJ514 и представляет собой комплексное решение: один инструмент объединяет операции сверления отверстия, формирования уплотнительной фаски и зенковки.

MRT429 — Серия металлокерамических разверток для глубоких отверстий, разработанная TY TOOLS как отраслевой эталон для прецизионной обработки отверстий глубиной более 15 диаметров и материалов высокой твердости.

При обработке гидравлических и пневматических систем герметичность соединений BSPP зависит от точности обработки. Наш инструмент для отверстий BSPP разработан в соответствии со стандартом ISO 1179-1 и представляет собой комплексное решение: один инструмент объединяет операции сверления отверстия, формирования уплотнительной фаски (Seating Angle) и зенковки (Spotface).

Серия TM535 представляет собой профессиональные резьбофрезы, разработанные для прецизионной обработки 60° дюймовой резьбы UNJ в соответствии со стандартом ANSI B1.1:74.

Метчики для выдавливания с малыми диаметрами (MF) — TL104E Метчики для американской резьбы (UNF American Thread Taps) TL104E — метчик для выдавливания с малыми диаметрами, который обычно используется для обработки мелкой резьбы по стандарту MF (унифицированная резьба). Его преимущества заключаются в адаптивности, точности обработки и надёжности, особенно в области обработки мелких деталей и прецизионной обработки.