-
+86-15602977156
- owen@jiayi-tools.com
- ООО Цзяи Сэйко (Шэньчжэнь)
+86-15602977156















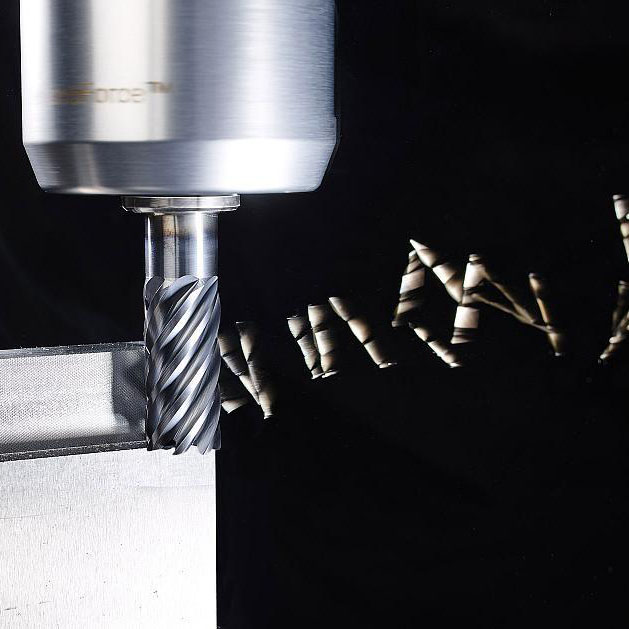
HR655 — Серия спиральных разверток для сквозных отверстий, разработанная TY TOOLS специально для труднообрабатываемых материалов, таких как нержавеющая сталь, титановые и жаропрочные сплавы. Инновационная конструкция «спиральная канавка + увеличенная стружечная камера» обеспечивает эффективное удаление стружки, полное отсутствие налипания материала и высокое качество поверхности при обработке вязких материалов. Это радикально решает типичные проблемы традиционных разверток с прямыми канавками: плохой отвод стружки, налипание, царапины на стенках отверстия. Решение открывает новые возможности для аэрокосмической отрасли, энергетического машиностроения, медицинского оборудования и других высокотехнологичных секторов.
| Артикул | Серия HR655 |
| Тип | Твердосплавная развертка |
| Наименование | Шестизубая развертка для глубоких / сквозных отверстий |
| Бренд | JYTOOLS |
| OEM/ODM | По образцу / чертежам заказчика |
| Модель | D8.7518LD8*186L |
| Страна производства | Шэньчжэнь, Китай |
")

Левая спираль + переменная ширина направляющей ленточки
Конструкция с шестью зубьями и неравномерным шагом нарушает частоту вибраций при резании. Направляющие ленточки выполнены с обратной конусностью 0.002 мм и переменной шириной, что обеспечивает равномерное распределение нагрузки по длине режущей кромки и исключает появление ступенек и вибрационных следов на стенках отверстия.
Спиральная канавка с углом 35°
Режущая кромка с углом спирали 35° обеспечивает естественный отвод стружки, предотвращая ее застревание и налипание. При обработке нержавеющей стали и титана эффективность удаления стружки повышается на 50%.
Цельная твердосплавная конструкция
Инструмент изготовлен методом цельного формования из мелкозернистого твердого сплава (HRC 68). Отсутствие сварных соединений гарантирует стабильность при высоких скоростях резания и подачах, исключая биение. Повторяемость позиционирования — не более 0.003 мм.
Нано-покрытие DLC
Применяется PVD-нано-покрытие толщиной всего 1.5 мкм с низким коэффициентом трения 0.15. В сравнении с традиционным покрытием TiAlN, оно оптимально подходит для обработки материалов, склонных к налипанию, и увеличивает стойкость инструмента в 2.5 раза.
Система внутреннего охлаждения + спиральные стружечные канавки
Встроенные три спиральных канала для подачи охлаждающей жидкости выдерживают давление до 120 бар. В сочетании с увеличенным объемом стружечной канавки это ускоряет отвод стружки на 50% и предотвращает повреждение стенок отверстия.
Двунаправленная калибрующая ленточка
Передняя часть ленточки имеет направляющий угол 15°, что снижает деформацию на входе. Задняя часть выполняет роль зеркальной калибрующей ленточки с обратной конусностью 0.002 мм, обеспечивая отсутствие сколов и заусенцев на выходе, а также стабильную шероховатость стенок отверстия до Ra≤0.15 мкм.
Адаптивный передний угол
Передний угол в диапазоне 5°–8° автоматически адаптируется к свойствам обрабатываемого материала, оптимизируя усилие резания и снижая износ инструмента.
100% динамическая балансировка
Каждая развертка проходит динамическую балансировку по классу G2.5, обеспечивая виброустойчивость при высоких скоростях вращения до 20 000 об/мин.
Автомобилестроение
Обработка компонентов гидравлических систем двигателей и коробок передач.
Аэрокосмическая отрасль
Изготовление высокоточных деталей гидравлических и пневматических систем.
Нержавеющая сталь 316L
Скорость резания (Vc) = 60–90 м/мин, подача (f) = 0.05–0.12 мм/об. Рекомендуется внутреннее охлаждение + MQL (минимальная смазка).
Жаропрочный сплав Inconel 718
Скорость резания (Vc) = 30–50 м/мин, подача (f) = 0.03–0.08 мм/об. Рекомендуется внутреннее охлаждение высокого давления.
Титановый сплав Ti6Al4V
Скорость резания (Vc) = 50–80 м/мин, подача (f) = 0.04–0.1 мм/об. Рекомендуется MQL.
Обработка сквозных отверстий в труднообрабатываемых материалах
Рекомендуется обработка за один проход без последующего калибрования для обеспечения стабильного качества поверхности.
Аэрокосмическая отрасль
Обработка сквозных отверстий диаметром 3–12 мм в деталях из титановых и жаропрочных сплавов (лопатки двигателей, элементы шасси). Шероховатость стенок Ra≤0.15 мкм, без налипания и царапин.
Пресс-формы и штампы
Обработка направляющих отверстий диаметром 5–20 мм в закаленных сталях (HRC 55+) с шероховатостью Ra≤0.15 мкм. Высокая точность без дополнительного притира.
Медицинское оборудование
Обработка сквозных отверстий диаметром 1–6 мм в имплантатах и хирургических инструментах из нержавеющей стали и титана. Обеспечение точности и биосовместимости.
Энергетическое оборудование
Обработка масляных каналов диаметром 4–16 мм в деталях газовых турбин и гидравлических распределительных блоков из нержавеющей стали и жаропрочных сплавов. Соответствие требованиям герметичности для систем высокого давления.

Серия DRX30 – высокопроизводительный твердосплавный инструмент с внутренним охлаждением от TY TOOLS, специально разработанный для точных отверстий до 8 диаметров и обработки различных материалов.

SAE#4 При обработке гидравлических и пневматических систем герметичность соединений зависит от точности обработки. Наш инструмент для отверстий SAE#4 разработан в соответствии со стандартами MS16142, SAEJ1926-1, SAEJ514 и представляет собой комплексное решение: один инструмент объединяет операции сверления отверстия, формирования уплотнительной фаски и зенковки.

Моноблочная твердосплавная фреза для предварительной обработки / фреза с волнообразными режущими кромками ET30R Волнообразная форма режущих кромок серии фрез ET30R позволяет распределить резательную силу между несколькими мелкими режущими кромками, уменьшив нагрузку на каждую единицу кромки. Это эффективно снижает вибрации и накопление тепла при обработке. Также нагрузка равномерно распределяется по волнообразным режущим кромкам. Фрезы этой серии подходят для обработки пазов, глубоких полостей, удаления больших объемов материала и т.д.

Моноблочные твердосплавные имитационные фрезы с шарообразным наконечником RS20C Двухлистовые фрезы с шарообразным наконечником Фрезы с шарообразным наконечником серии RS20C являются универсальными инструментами, которые широко используются при обработке штампов, сложных поверхностей и в других сценариях, требующих высокой точности обработки. Современный процесс шлифования обеспечивает стабильность резания.

Верхнерезные однорубцовые моноблочные твердосплавные фрезы EN10C Серия однорубцовых фрез EN10C имеет только один резец, что обеспечивает очень большой объем стружкоотводящей канавки. Это позволяет эффективно вмещать и выводить стружку, что особенно полезно при обработке мягких материалов (например, алюминиевых сплавов, меди, пластмасс) для предотвращения засорения стружкой.

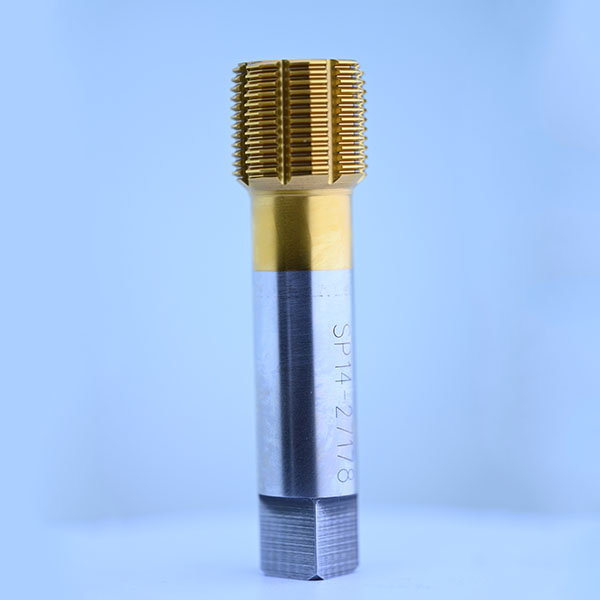
Серия TM510 разработана для прецизионной обработки метрической резьбы M 60° в соответствии со стандартом DIN 13. Это универсальная профессиональная резьбовая фреза из сверхмелкозернистого твёрдого сплава.
Фреза для предварительной обработки с Измельчитель стружки / фреза с переменным шагом – ET40A Серия фрез ET40A позволяет эффективно выводить стружку даже в самых сложных условиях применения, уменьшая при этом нагрузку на инструмент. Переменный шаг и специальный дизайн режущих кромок снижают вибрации и тряску. Округленные углы усиливают прочность кромок и обеспечивают более плавную обработку радиусов на деталях. Современный процесс шлифования обеспечивает стабильность резания.

Глубина бурения 3D Цельные твердосплавные сверла идеально подходят для сверления свинцовой стали, легированной стали, стальных сплавов и всех нержавеющих сталей.Диаметры варьируются от D4 до D20 мм. Твердый сплав также обеспечивает превосходную производительность сверления благодаря уникальному сочетанию геометрии и специальных покрытий. Кромки с двойной спиралью обеспечивают прямолинейное сверление и оптимальную производительность.Флейта пропеллера также подвергается суперфинишной обработке.

Серия TC685 разработана для прецизионной обработки трапецеидальной резьбы ACME 29° в соответствии со стандартом ANSI/ASME B1.5-1997. Это профессиональная резьбовая фреза из сверхмелкозернистого твёрдого сплава.

Твердосплавные сверла Твердосплавный наконечник DS170C имеет изогнутую режущую кромку с фаской для обеспечения максимальной устойчивости угла в твердых материалах.Это предотвращает скалывание режущей кромки, что позволяет избежать преждевременного износа. Специальная конструкция флейты с прочным полотном повышает прочность сверла при работе в тяжелых условиях с короткой стружкой.Серия DP170C имеет угол спирали 15° для обеспечения максимальной стабильности при работе с твердостью выше 54 HRC. Состоят из специальной мелкозернистой карбидной матрицы, обеспечивающей большую твердость.Имеет высокотемпературное и ударопрочное покрытие TIALN для обработки закаленных материалов и продления срока службы инструмента.

Фрезы с уступом/пазом из твердого сплава EG30A Высокоточные концевые фрезы с филенчатыми фланцами серии EG30A специализируются на обработке цветных металлов и славятся своей высокой производительностью и универсальностью. Эта серия фрез для алюминия отличается не только превосходной износостойкостью, но и передовой технологией производства шлифовальных материалов

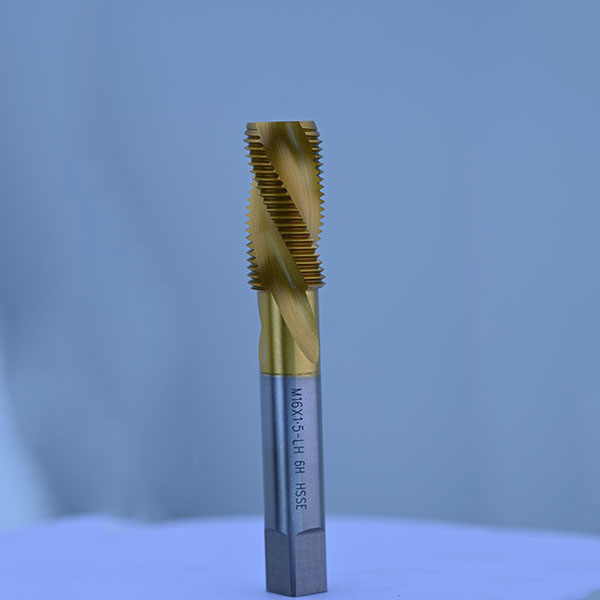
Серия MT710 представляет собой профессиональные резьбофрезы, разработанные для прецизионной обработки 60° метрической конической резьбы для ортопедических имплантатов / блокирующих пластин.

Универсальные фрезы с шарообразным наконечником из твердого сплава – RS20T Двухлистовые фрезы с шарообразным наконечником Фрезы с шарообразным наконечником серии RS20T являются универсальными инструментами, которые широко используются при обработке автомобильных штампов, сложных поверхностей и в других сценариях, требующих высокой точности обработки.

Фрезы с радиусным углом для труднообрабатываемых сплавов – EC40A Серия EBR40A — это универсальные твердосплавные фрезы, отличающиеся высокой твердостью, эффективностью, многофункциональностью и длительным сроком службы. Они играют ключевую роль в современной ЧПУ-обработке, повышая безопасность и эстетику заготовок.

T-21A Развертка для полостей гидравлических картриджных клапанов | Серия 2 картриджей, высокоточный режущий инструмент для обработки полостей, предназначенный для обработки отверстий под картриджные клапаны в гидравлических блоках. Его основное назначение – повышение точности размеров, геометрической формы и качества поверхности многоступенчатых отверстий.

Четырехлезвийная развертка левая Твердосплавная развертка RZ150X – это высокопроизводительный режущий инструмент, предназначенный для обработки конических отверстий или сложных отверстий с требованиями к конусности, подходящий для высокоточной и высокоэффективной обработки металлов.Он позволяет эффективно повысить производительность и снизить общие затраты на обработку.