-
+86-15602977156
- owen@jiayi-tools.com
- ООО Цзяи Сэйко (Шэньчжэнь)
+86-15602977156
















Специальный расширитель для сквозных отверстий со спиральным лезвием серии HR652 – это инструмент для обработки сквозных отверстий, специально разработанный компанией TY TOOLS для обработки труднообрабатываемых материалов, таких как нержавеющая СТАЛЬ, титановые сплавы и суперсплавы
Специальный расширитель для сквозных отверстий со спиральным лезвием серии HR652 - это инструмент для обработки сквозных отверстий, специально разработанный компанией TY TOOLS для обработки труднообрабатываемых материалов, таких как нержавеющая СТАЛЬ, титановые сплавы и суперсплавы.Оригинальный дизайн ”спиральное лезвие + большая прорезь для стружки"
Добейтесь прорывов в области “спирального удаления стружки, ножа с нулевым прилипанием и высокой чистовой обработки” при обработке материалов, которые легко приклеиваются ножами, и полностью устраните проблемы отрасли, связанные с “плохим удалением стружки, прилипанием ножа и царапинами на стенках отверстий” традиционных разверток с прямыми краями.
Компания предлагает инновационные решения для обработки сквозных отверстий в аэрокосмической промышленности, энергетическом оборудовании, медицинском оборудовании и других областях.
| Номер материала: | Серия HR652 |
| Тип: | Твердосплавный развёртывающий инструмент |
| Наименование: | Расширитель глубоких отверстий с шестью лезвиями/сквозной расширитель отверстий |
| Бренд: | JYTOOLS |
| OEM/ODM: | По образцу/чертежу |
| Модель: | D10.65*22L*D10*186L |
| Страна происхождения: | Китай, Шэньчжэнь |
")

Левосторонняя тангенциальная конструкция + Конструкция с переменной шириной кромки: 6-лезвийная конструкция с неравномерным шагом разрушает частоту вибрации резания; кромка с конусом 0,002 мм + конструкция переменной ширины обеспечивает равномерное усилие при резании длинным лезвием, без уступов и вибрационных рисок на стенке отверстия.
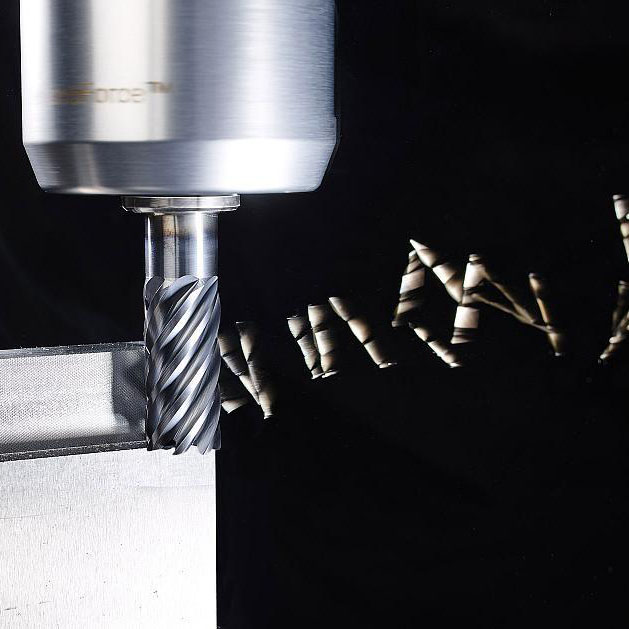
Конструкция спирального лезвия 35°: режущая кромка с углом спирали 35°, стружка при резании естественно отводится по спиральной канавке, предотвращая засорение и налипание стружки, эффективность отвода стружки при обработке нержавеющей стали и титанового сплава повышается на 50%.
Цельная конструкция из твёрдого сплава: корпус изготовлен из ультрамелкозернистого твёрдого сплава (HRC68) цельным литьём, без сварных конструкций, без люфта и биения при высокоскоростной обработке с высокой подачей, точность повторного позиционирования ≤0,003 мм.
Нано-покрытие DLC: технология PVD нанопокрытия, толщина покрытия всего 1,5 мкм, коэффициент трения до 0,15, более подходит для материалов, склонных к налипанию, чем традиционное покрытие TiAlN, срок службы инструмента повышается в 2,5 раза.
Внутреннее охлаждение + Система спиральных канавок для стружки: 3 встроенных спиральных канала внутреннего охлаждения, давление охлаждения до 120 бар, в сочетании с конструкцией большой канавки для стружки, скорость отвода стружки повышается на 50%, предотвращая царапины стружкой на стенке отверстия.
100% динамическая балансировка: каждая развёртка проходит испытание на динамическую балансировку класса G2.5, без вибрации при высокой скорости 20000 об/мин, обеспечивая стабильность обработки.
Обработка сквозных отверстий в труднообрабатываемых материалах: рекомендуется за один проход, без вторичной полировки, обеспечивая однородность шероховатости стенки отверстия.
Обработка труднообрабатываемых материалов в аэрокосмической отрасли: обработка сквозных отверстий φ3-φ12 мм на титановом/жаропрочном основании лопаток двигателей и шасси самолётов, шероховатость стенки Ra≤0,15 мкм, без налипания и царапин.
Обработка труднообрабатываемых материалов в пресс-формах: обработка направляющих отверстий φ5-φ20 мм на шаблонах пресс-форм из закалённой стали HRC55+, шероховатость стенки Ra≤0,15 мкм, без шлифовки соответствует требованиям высокоточной посадки
Обработка сквозных отверстий в медицинском оборудовании: обработка сквозных отверстий φ1-φ6 мм на нержавеющем/титановом основании ортопедических имплантатов и хирургических инструментов, обеспечивая точность и биосовместимость медицинского оборудования.
Обработка сквозных отверстий в энергетическом оборудовании: обработка масляных каналов φ4-φ16 мм на нержавеющем/жаропрочном основании газовых турбин и гидравлических блоков, соответствует требованиям герметичности высоконапорных гидросистем.
Обработка сквозных отверстий в труднообрабатываемых материалах: рекомендуется за один проход, без вторичной полировки, обеспечивая однородность шероховатости стенки отверстия.
Обработка труднообрабатываемых материалов в аэрокосмической отрасли: обработка сквозных отверстий φ3-φ12 мм на титановом/жаропрочном основании лопаток двигателей и шасси самолётов, шероховатость стенки Ra≤0,15 мкм, без налипания и царапин.
Обработка труднообрабатываемых материалов в пресс-формах: обработка направляющих отверстий φ5-φ20 мм на шаблонах пресс-форм из закалённой стали HRC55+, шероховатость стенки Ra≤0,15 мкм, без шлифовки соответствует требованиям высокоточной посадки
Обработка сквозных отверстий в медицинском оборудовании: обработка сквозных отверстий φ1-φ6 мм на нержавеющем/титановом основании ортопедических имплантатов и хирургических инструментов, обеспечивая точность и биосовместимость медицинского оборудования.
Обработка сквозных отверстий в энергетическом оборудовании: обработка масляных каналов φ4-φ16 мм на нержавеющем/жаропрочном основании газовых турбин и гидравлических блоков, соответствует требованиям герметичности высоконапорных гидросистем.
предоставляя революционное решение для обработки сквозных отверстий в аэрокосмической промышленности, энергетическом оборудовании, медицинском оборудовании и других областях.
Автомобилестроение: в автомобилестроении для обработки компонентов гидравлических систем управления в двигателях и коробках передач.
Аэрокосмическая промышленность: в аэрокосмической области для обработки высокоточных гидравлических и пневматических систем управления.
Обработка труднообрабатываемых материалов в аэрокосмической отрасли: обработка сквозных отверстий φ3-φ12 мм на титановом/жаропрочном основании лопаток двигателей и шасси самолётов, шероховатость стенки Ra≤0,15 мкм, без налипания и царапин.
Обработка труднообрабатываемых материалов в пресс-формах: обработка направляющих отверстий φ5-φ20 мм на шаблонах пресс-форм из закалённой стали HRC55+, шероховатость стенки Ra≤0,15 мкм, без шлифовки соответствует требованиям высокоточной посадки
Обработка сквозных отверстий в медицинском оборудовании: обработка сквозных отверстий φ1-φ6 мм на нержавеющем/титановом основании ортопедических имплантатов и хирургических инструментов, обеспечивая точность и биосовместимость медицинского оборудования.
Обработка сквозных отверстий в энергетическом оборудовании: обработка масляных каналов φ4-φ16 мм на нержавеющем/жаропрочном основании газовых турбин и гидравлических блоков, соответствует требованиям герметичности высоконапорных гидросистем.

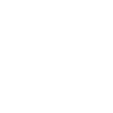
Метрические метчики для нарезания резьбы HSS-E-PM с спиральной канавкой – TP107 Метчик TP107 с спиральной канавкой является идеальным выбором для обработки резьбы в глухих отверстиях благодаря эффективному удалению стружки, высокой точности и адаптивности. Он особенно подходит для глубоких отверстий, материалов с высокой вязкостью и сложных условий обработки.

RZ530 — Серия разверток для сквозных отверстий с удлиненной режущей частью, разработанная TY TOOLS как прорывное решение для обработки отверстий с большим отношением длины режущей кромки к диаметру.

C16-3 Развертка для полостей гидравлических картриджных клапанов | Трехходовой клапан, спецификация 16, высокоточный режущий инструмент для обработки полостей, предназначенный для обработки отверстий под картриджные клапаны в гидравлических блоках. Его основное назначение – повышение точности размеров, геометрической формы и качества поверхности многоступенчатых отверстий.
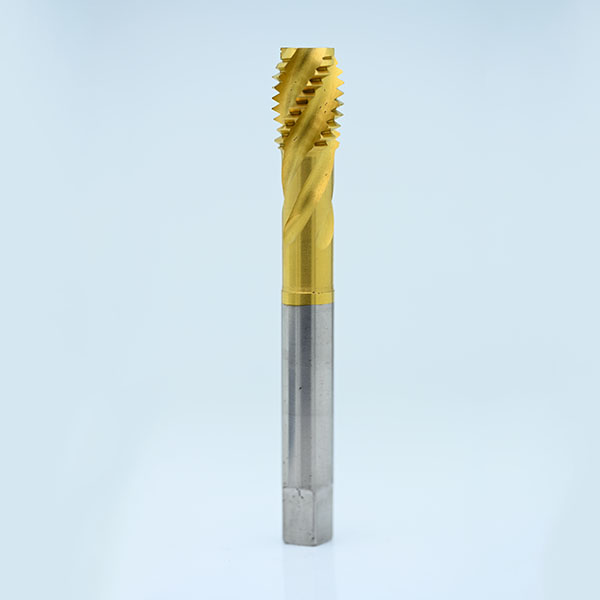
Серия DRX50 – высокопроизводительный твердосплавный инструмент с внутренним охлаждением от TY TOOLS, специально разработанный для точных отверстий до 8 диаметров и обработки различных материалов.

SDC10-4 Развертка для полостей гидравлических картриджных клапанов | Четырехходовой клапан, спецификация 10, высокоточный режущий инструмент для обработки полостей, предназначенный для обработки отверстий под картриджные клапаны в гидравлических блоках. Его основное назначение – повышение точности размеров, геометрической формы и качества поверхности многоступенчатых отверстий.

Метчики для нарезания резьбы по британскому стандарту HSS-E-PM — TL107E Спиральные метчики для британской системы (British System Spiral Point Tap) TL107E — метчик с передним концом, основные преимущества которого заключаются в высокой направляющей способности, превосходной точности резьбы, хорошем удалении стружки и стабильном процессе обработки. Он особенно подходит для обработки резьбы с высокими требованиями к точности и эффективности, особенно в сложных условиях, таких как обработка твёрдых материалов, прецизионных деталей или сложных технологических процессов.

VC12-3M Инструмент для обработки полостей – это специализированная развертка для блоков картриджных клапанов, высокоточный режущий инструмент, предназначенный для обработки отверстий под картриджные клапаны в гидравлических блоках. Его основное назначение – повышение точности размеров, геометрической формы и качества поверхности многоступенчатых отверстий.

T-162A Инструмент для обработки полостей – это специализированная развертка для блоков картриджных клапанов, высокоточный режущий инструмент, предназначенный для обработки отверстий под картриджные клапаны в гидравлических блоках. Его основное назначение – повышение точности размеров, геометрической формы и качества поверхности многоступенчатых отверстий.

Высокопроизводительный метчик для американской резьбы — TG115 Метчики для американской резьбы (UNF American Thread Taps) TG115F — метчик для выдавливания, который в процессе обработки подвергает материал холодной деформации, делая поверхность резьбы более плотной и гладкой, уменьшая шероховатость поверхности и повышая эксплуатационные характеристики резьбы.

C16-3 Инструмент для обработки полостей – это специализированная развертка для блоков картриджных клапанов, высокоточный режущий инструмент, предназначенный для обработки отверстий под картриджные клапаны в гидравлических блоках. Его основное назначение – повышение точности размеров, геометрической формы и качества поверхности многоступенчатых отверстий.

T-5A Развертка для полостей гидравлических картриджных клапанов | Серия 2 картриджей, высокоточный режущий инструмент для обработки полостей, предназначенный для обработки отверстий под картриджные клапаны в гидравлических блоках. Его основное назначение – повышение точности размеров, геометрической формы и качества поверхности многоступенчатых отверстий.
Многоступенчатые твердосплавные развертки Твердосплавная развертка RC170X идеально подходит для обработки сквозных и глухих отверстий благодаря высокой точности, низкой вибрации, высокому качеству поверхности и длительному сроку службы, особенно для сложных конструкций и ответственных сценариев, что позволяет эффективно повысить производительность и снизить общие затраты на обработку.

Четырехлезвийная развертка левая Твердосплавная развертка RZ150X – это высокопроизводительный режущий инструмент, предназначенный для обработки конических отверстий или сложных отверстий с требованиями к конусности, подходящий для высокоточной и высокоэффективной обработки металлов.Он позволяет эффективно повысить производительность и снизить общие затраты на обработку.

Серия AR655 V-образного сварного развёртывающего инструмента — это прорывное решение, разработанное компанией TY TOOLS специально для обработки глубоких отверстий с высокой точностью.
Высокопроизводительный метчик для трубной резьбы с дробным шагом — TG114 Метчики для трубной резьбы (SP Inch Pipe Taps) TG113F — метчик для выдавливания, который в процессе обработки подвергает материал холодной деформации, делая поверхность резьбы более плотной и гладкой, уменьшая шероховатость поверхности и повышая эксплуатационные характеристики резьбы.