-
+86-15602977156
- owen@jiayi-tools.com
- ООО Цзяи Сэйко (Шэньчжэнь)
+86-15602977156
















Серия HR510 короткого развёртывающего инструмента для сквозных отверстий — это высокоэффективный инструмент, разработанный компанией TY TOOLS специально для высокоскоростной обработки малых сквозных отверстий. Уникальная конструкция «короткая режущая часть высокой жёсткости + зеркальная зачистка» обеспечивает быструю обработку малых отверстий с высокой чистотой поверхности за один проход. Полностью решаются проблемы «низкой эффективности, выкрашивания на выходе и низкой точности», характерные для традиционных коротких развёрток. Особенно подходит для автомобильной, электронной промышленности и прецизионного инструментального производства, где предъявляются строгие требования к массовой обработке малых отверстий.
| Номер материала: | Серия HR510 |
| Тип: | Твердосплавный развёртывающий инструмент |
| Наименование: | Шестизубый прямобчный развёртывающий инструмент / развёртывающий инструмент для сквозных отверстий |
| Бренд: | JYTOOLS |
| OEM/ODM: | По образцу/чертежу |
| Модель: | D11.15*22L*D10*186L |
| Страна происхождения: | Китай, Шэньчжэнь |
")

Двусторонняя зачищающая режущая кромка: Передняя кромка с углом направления 15° уменьшает деформацию сжатия на входе; задняя кромка с зеркальной зачисткой 0,002 мм обеспечивает отсутствие выкрашивания и заусенцев на выходе, стабильная шероховатость стенок отверстия Ra≤0,15 мкм.
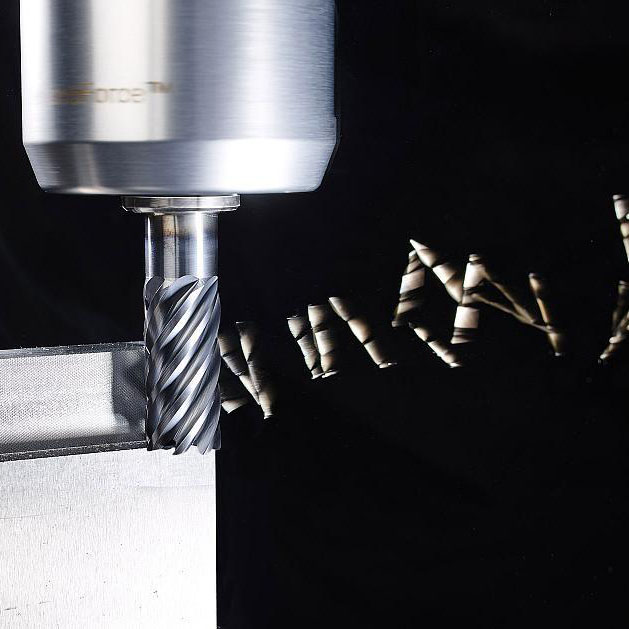
Короткая режущая часть + равномерный утолщённый корпус: Длина режущей части составляет всего 60% от традиционной развёртки. В сочетании с равномерным утолщённым корпусом жёсткость повышена на 30%, возможна высокая подача f=0,2-0,4 мм/об, эффективность повышена на 40%.
Цельный твердосплавный корпус: Режущая часть изготовлена из сверхтонкозернистого твердого сплава (HRC68) цельным литьём, без сварной конструкции. На высоких оборотах и подачах отсутствует люфт и биение, повторная точность позиционирования ≤0,003 мм.
Нано-покрытие TiAlN: Применяется технология PVD-нано-покрытия толщиной всего 2 мкм с твёрдостью до HV3800 и коэффициентом трения 0,3. Срок службы инструмента в 2 раза превышает традиционные покрытия.
Система внутреннего охлаждения + спиральная стружкоотводящая канавка: Встроены 3 спиральных канала внутреннего охлаждения с давлением до 120 бар. В сочетании с большой стружкоотводящей канавкой скорость удаления стружки повышается на 50%.
Адаптивный угол резания: Передний угол с адаптивной конструкцией 5°-8° автоматически оптимизирует усилие резания при обработке различных материалов, снижает износ инструмента и повышает стабильность обработки.
100% динамическая балансировка: Каждый развёртывающий инструмент проходит динамическую балансировку класса G2.5, на высоких оборотах до 20000 об/мин отсутствует вибрация.
Обработка нержавеющей стали 316L: Рекомендуемая скорость резания vc=60-90 м/мин, подача f=0,05-0,12 мм/об, внутреннее охлаждение + MQL.
Обработка жаропрочного сплава Inconel 718: Рекомендуемая скорость резания vc=30-50 м/мин, подача f=0,03-0,08 мм/об, высокое давление внутреннего охлаждения.
Обработка титанового сплава Ti6Al4V: Рекомендуемая скорость резания vc=50-80 м/мин, подача f=0,04-0,1 мм/об, MQL минимальное смазывание.
Обработка трудных материалов сквозных отверстий: Рекомендуется обработка за один проход без вторичной зачистки, обеспечение однородности шероховатости стенок отверстия.
Обработка малых отверстий в автомобильных деталях: Обработка направляющих отверстий φ2-φ8 мм в алюминиевых/стальных корпусах коробок передач и блоков цилиндров, высокая подача, отсутствие заусенцев, соответствие требованиям массового производства.
Обработка малых отверстий в медицинских инструментах: Обработка сквозных отверстий φ1-φ6 мм на нержавеющей основе ортопедических имплантатов и хирургических инструментов, обеспечение точности и биосовместимости.
Обработка малых отверстий в электронном оборудовании: Обработка монтажных отверстий φ0,5-φ3 мм в алюминиевых корпусах мобильных телефонов и ноутбуков, соответствие требованиям сборки прецизионных электронных компонентов.
Обработка сквозных отверстий в энергетическом оборудовании: Обработка масляных каналов φ4-φ16 мм в нержавеющих/жаропрочных сплавах газовых турбин и гидравлических блоков, соответствующая требованиям герметизации высоконапорных гидросистем.

Твердосплавное сверло типа X Конструкция твердосплавного наконечника DX150X включает четыре изогнутые направляющие кромки с фасками для максимальной устойчивости угла в твердых материалах.Это предотвращает скалывание режущей кромки и, как следствие, преждевременный износ. Специальная конструкция флейты с прочным полотном повышает прочность сверла при работе в сложных условиях с глубокой стружкой.Серия DX150X имеет угол спирали 15° для обеспечения максимальной стабильности при работе с твердостью выше 54 HRC. Состоит из специальной мелкозернистой карбидной матрицы, обеспечивающей большую твердость.Имеет высокотемпературное и ударопрочное покрытие AlTiN и может использоваться для обработки закаленных материалов для увеличения срока службы инструмента.

Серия DRG30 – универсальный твердосплавный инструмент с внешним охлаждением от TY TOOLS, специально разработанный для универсальных отверстий до 6 диаметров и многофункциональной обработки.

Американский стандартные сверлильные резьбонарезы с спиральным ребром из высокопрочной быстрорежущей стали с порошковой металлургией – TG106E Американский стандартные сверлильные резьбонарезы для глухих отверстий 1/2
RT730 — Серия сверхдлинных спиральных разверток для сквозных отверстий, разработанная TY TOOLS как отраслевое решение для обработки сверхглубоких отверстий (глубиной более 20 диаметров) в труднообрабатываемых материалах.
Глубина бурения 5D Твердосплавные сверла с внутренним охлаждением и масляным отверстием – это передовой режущий инструмент, сочетающий в себе высокую эффективность охлаждения и высокую точность обработки, который широко используется в области металлообработки, особенно при сверлении материалов высокой твердости.

HR655 — Серия спиральных разверток для сквозных отверстий, разработанная TY TOOLS специально для труднообрабатываемых материалов, таких как нержавеющая сталь, титановые и жаропрочные сплавы.

T-11A Развертка для полостей гидравлических картриджных клапанов | Серия 2 картриджей, высокоточный режущий инструмент для обработки полостей, предназначенный для обработки отверстий под картриджные клапаны в гидравлических блоках. Его основное назначение – повышение точности размеров, геометрической формы и качества поверхности многоступенчатых отверстий.

Серия DSR30C – твердосплавное короткое сверло с внешним охлаждением, высокоэффективный инструмент, разработанный TY TOOLS для обработки малых отверстий с высокой подачей и тонкостенных деталей.

Ступенчатые твердосплавные сверла Благодаря высокой прочности, высокой эффективности, универсальности и долговечности ступенчатые сверла для стали обеспечивают точную и эффективную ступенчатую обработку отверстий при обработке стали, что делает их важным инструментом в обрабатывающей промышленности для повышения эффективности и снижения затрат. Широко используются в аэрокосмической промышленности, автомобилестроении, производстве электронного оборудования и пресс-форм, где требуется многоступенчатая обработка отверстий.Подходит для неглубоких отверстий, высокоскоростного сверления или условий работы, требующих высокой точности позиционирования. Благодаря высокой точности, эффективности и долгому сроку службы ступенчатые сверла стали одним из лучших вариантов в современном производстве, значительно повышая качество обработки и производительность.

Фрезы с радиусным углом для труднообрабатываемых сплавов – EC40A Серия EBR40A — это универсальные твердосплавные фрезы, отличающиеся высокой твердостью, эффективностью, многофункциональностью и длительным сроком службы. Они играют ключевую роль в современной ЧПУ-обработке, повышая безопасность и эстетику заготовок.
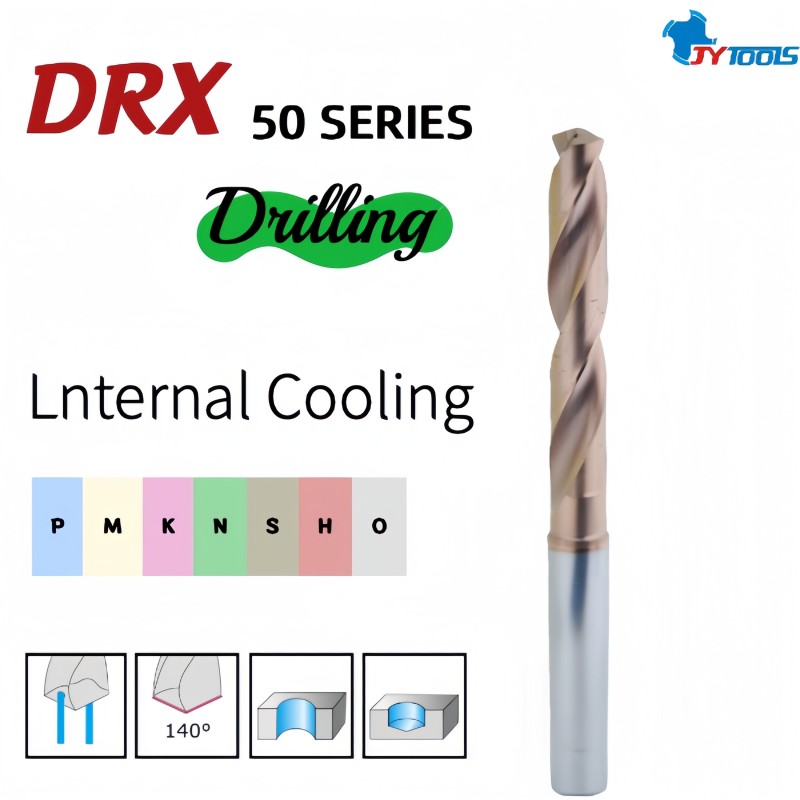
Серия DRX50 – высокопроизводительный твердосплавный инструмент с внутренним охлаждением от TY TOOLS, специально разработанный для точных отверстий до 8 диаметров и обработки различных материалов.

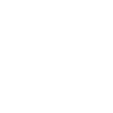
Серия MT760 представляет собой профессиональные резьбофрезы, разработанные для прецизионной обработки 60° метрической конической резьбы для ортопедических имплантатов / блокирующих пластин.

Фрезы с шарообразным наконечником для обработки нержавеющей стали – RS20J Четырехлистовая фреза с шарообразным наконечником Фрезы с шарообразным наконечником серии RS20J являются высококачественными специальными инструментами, которые широко используются при обработке штампов, сложных поверхностей и в других сценариях, требующих высокой точности обработки.

Серия MT770 представляет собой профессиональные резьбофрезы, разработанные для прецизионной обработки 55° конической резьбы для ортопедических имплантатов.

T-2A Инструмент для обработки полостей – это специализированная развертка для блоков картриджных клапанов, высокоточный режущий инструмент, предназначенный для обработки отверстий под картриджные клапаны в гидравлических блоках. Его основное назначение – повышение точности размеров, геометрической формы и качества поверхности многоступенчатых отверстий.

SDC08-3 Развертка для полостей гидравлических картриджных клапанов | Трехходовой клапан, спецификация 10, высокоточный режущий инструмент для обработки полостей, предназначенный для обработки отверстий под картриджные клапаны в гидравлических блоках. Его основное назначение – повышение точности размеров, геометрической формы и качества поверхности многоступенчатых отверстий.