-
+86-15602977156
- owen@jiayi-tools.com
- ООО Цзяи Сэйко (Шэньчжэнь)
+86-15602977156
















MRT429 — Серия металлокерамических разверток для глубоких отверстий, разработанная TY TOOLS как отраслевой эталон для прецизионной обработки отверстий глубиной более 15 диаметров и материалов высокой твердости. Сочетая нанокерамическую режущую головку и технологию демпфирующего стержня, этот инструмент обеспечивает высокоскоростное резание, зеркальную чистоту поверхности и полное отсутствие вибраций при обработке закаленных сталей, нержавеющей стали и других труднообрабатываемых материалов. Это радикально решает ключевые проблемы традиционных разверток для глубоких отверстий: склонность к вибрациям, низкую точность и малый срок службы. Решение открывает новые возможности для аэрокосмической отрасли, производства пресс-форм, энергетического машиностроения и других высокотехнологичных секторов.
|
Артикул
|
Серия MRT429
|
|
Тип
|
Сварная металлокерамика
|
|
Наименование
|
|
|
Бренд
|
JYTOOLS
|
|
OEM/ODM
|
По образцу / чертежам заказчика
|
|
Модель
|
D33.4528LD30*486L
|
|
Страна производства
|
Шэньчжэнь, Китай
|


Нанокерамический состав третьего поколения
Применяется нанокомпозитная керамика на основе Ti(C,N)+Al₂O₃. Твердость достигает HV 4200, что на 30% выше, чем у твердого сплава. Добавление вязкой фазы WC-Co повышает стойкость к сколам на 40%. Материал идеально подходит для непрерывной обработки глубоких отверстий в закаленных сталях высокой твердости.
Самосмазывающие свойства без покрытия
Металлокерамика обладает низким коэффициентом трения (0.25), что исключает необходимость в дополнительных покрытиях и полностью предотвращает налипание материала. При обработке нержавеющей стали и титана стружка отводится свободно, а шероховатость стенок отверстия достигает зеркального уровня Ra≤0.1 мкм.
Зеркальная полировка режущей кромки (0.001 мкм)
Режущие кромки обработаны методом зеркальной полировки алмазным кругом. Погрешность радиуса скругления кромки не превышает 0.001 мм. При резании отсутствуют следы выдавливания и царапины, обеспечивается стабильная шероховатость стенок отверстия до Ra≤0.1 мкм, что исключает необходимость в последующем притире.
Неравномерный шаг зубьев + обратная конусность направляющих ленточек
Конструкция с шестью зубьями и неравномерным шагом нарушает частоту вибраций при резании, полностью устраняя вибрационные следы. Направляющие ленточки выполнены с обратной конусностью 0.003 мм, что снижает трение о стенки отверстия и дополнительно повышает качество поверхности.
Система внутреннего охлаждения + спиральные стружечные канавки
Встроенные три спиральных канала для подачи охлаждающей жидкости выдерживают давление до 120 бар. В сочетании с увеличенным объемом стружечной канавки это ускоряет отвод стружки на 50% и предотвращает повреждение стенок отверстия.
Стержень из сплава с низким коэффициентом теплового расширения
Стержень изготовлен из сплава Invar 36 с коэффициентом теплового расширения всего 1.2×10⁻⁶/℃. При высокоскоростной обработке деформация стержня не превышает 0.002 мм, что обеспечивает стабильную точность при обработке глубоких отверстий.
Высокоточное соединение с натягом
Головка и стержень соединяются методом горячей посадки с натягом. Допуск соединения не превышает 0.001 мм, что гарантирует отсутствие люфта и биения при высоких скоростях резания и подачах. Повторяемость позиционирования — не более 0.003 мм.
Высокая теплостойкость (горячая твердость)
При температуре 1200°C материал сохраняет более 90% исходной твердости, что позволяет вести обработку на скоростях резания Vc = 150–200 м/мин. Производительность более чем в 2 раза выше по сравнению с твердосплавными развертками.
Автомобилестроение
Обработка компонентов гидравлических систем двигателей и коробок передач.
Аэрокосмическая отрасль
Изготовление высокоточных деталей гидравлических и пневматических систем.
Закаленная сталь HRC 45+
Скорость резания (Vc) = 150–180 м/мин, подача (f) = 0.08–0.15 мм/об. Рекомендуется внутреннее охлаждение с эмульсией.
Нержавеющая сталь 316L
Скорость резания (Vc) = 120–160 м/мин, подача (f) = 0.06–0.12 мм/об. Рекомендуется внутреннее охлаждение + MQL (минимальная смазка).
Титановый сплав Ti6Al4V
Скорость резания (Vc) = 80–120 м/мин, подача (f) = 0.05–0.1 мм/об. Рекомендуется MQL.
Обработка глубоких отверстий
Рекомендуется стратегия ступенчатого врезания с глубиной за один проход не более 3× диаметр инструмента для обеспечения надежного отвода стружки.
Аэрокосмическая отрасль (глубокие отверстия)
Обработка глубоких отверстий диаметром 3–12 мм с отношением глубины к диаметру до 15:1 в деталях из титановых сплавов и нержавеющей стали (лопатки двигателей, элементы шасси). Отклонение от круглости ≤0.002 мм.
Автомобильные коробки передач
Обработка отверстий под подшипники диаметром 8–25 мм в цементированных корпусах коробок передач твердостью HRC 58–62. Обеспечение герметичности и точности, необходимых для высокоскоростной работы.
Конструкционные элементы в авиастроении
Обработка глубоких отверстий диаметром 5–15 мм с отношением глубины к диаметру до 10:1 в стойках шасси из нержавеющей стали твердостью HRC 55–60. Отклонение от круглости ≤0.002 мм.
Гидравлические распределительные блоки
Обработка масляных каналов диаметром 4–16 мм в стальных корпусах гидравлических блоков. Соответствие требованиям герметичности для систем высокого давления.

Серия CRT430 развёртывающего инструмента для сквозных отверстий — это прорывной продукт, разработанный компанией TY TOOLS специально для высокоточной обработки сквозных отверстий.

RT730 — Серия сверхдлинных спиральных разверток для сквозных отверстий, разработанная TY TOOLS как отраслевое решение для обработки сверхглубоких отверстий (глубиной более 20 диаметров) в труднообрабатываемых материалах.

Твердосплавные уступы / пазовые фрезы EG31B Высокоточные концевые фрезы с филе-флейтой серии EG31B специализируются на обработке цветных металлов и славятся своей высокой производительностью и универсальностью. Фрезы этой серии для алюминия не только обладают превосходной износостойкостью, но и благодаря усовершенствованному процессу шлифования обеспечивают стабильность резания, предоставляя пользователям эффективные и надежные решения для обработки. Фрезы EG31B доступны в конфигурациях с 2 или 3 флейтами. Разработаны в первую очередь для аэрокосмического рынка, но также подходят для общего машиностроения.

Серия DRX30 – высокопроизводительный твердосплавный инструмент с внутренним охлаждением от TY TOOLS, специально разработанный для точных отверстий до 8 диаметров и обработки различных материалов.
SDC04-3 Развертка для полостей гидравлических картриджных клапанов | Трехходовой клапан, спецификация 04, высокоточный режущий инструмент для обработки полостей, предназначенный для обработки отверстий под картриджные клапаны в гидравлических блоках. Его основное назначение – повышение точности размеров, геометрической формы и качества поверхности многоступенчатых отверстий.
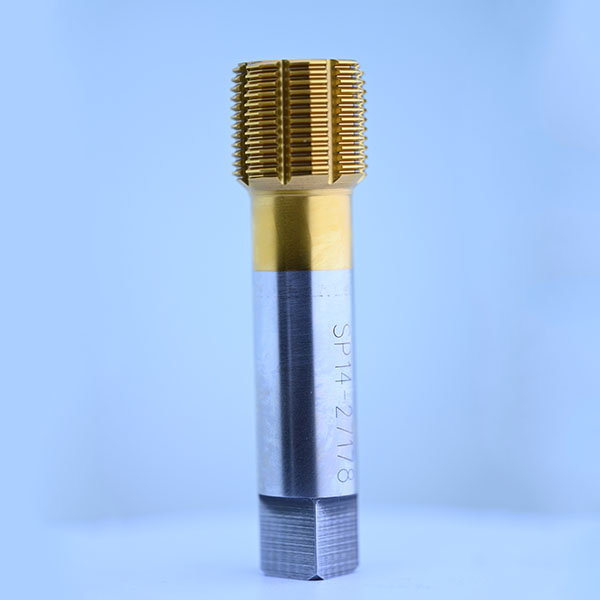
Высокопроизводительный метчик для трубной резьбы с дробным шагом — TG114 Метчики для трубной резьбы (SP Inch Pipe Taps) TG113F — метчик для выдавливания, который в процессе обработки подвергает материал холодной деформации, делая поверхность резьбы более плотной и гладкой, уменьшая шероховатость поверхности и повышая эксплуатационные характеристики резьбы.

Серия DT17C – двухступенчатое твердосплавное сверло с внутренним охлаждением, высокоэффективный инструмент, разработанный TY TOOLS для обработки двухступенчатых отверстий.

Глубина бурения 5D Сверла серии Integral Carbide имеют проникающую охлаждающую жидкость и наконечник с углом 140°, предназначенный для более глубокого применения.Прямые режущие кромки используются для рассеивания напряжений и повышения прочности наконечника на скол. Твердый сплав также обеспечивает превосходные характеристики сверления благодаря уникальному сочетанию геометрии и специальных покрытий.Диаметры варьируются от D4 до D20 мм.

Серия MT740 представляет собой профессиональные резьбофрезы, разработанные для прецизионной обработки 60° метрической конической резьбы для ортопедических имплантатов / блокирующих пластин.

Американский стандартные сверлильные резьбонарезы с спиральным ребром из высокопрочной быстрорежущей стали с порошковой металлургией – TG106E Американский стандартные сверлильные резьбонарезы для глухих отверстий 1/2
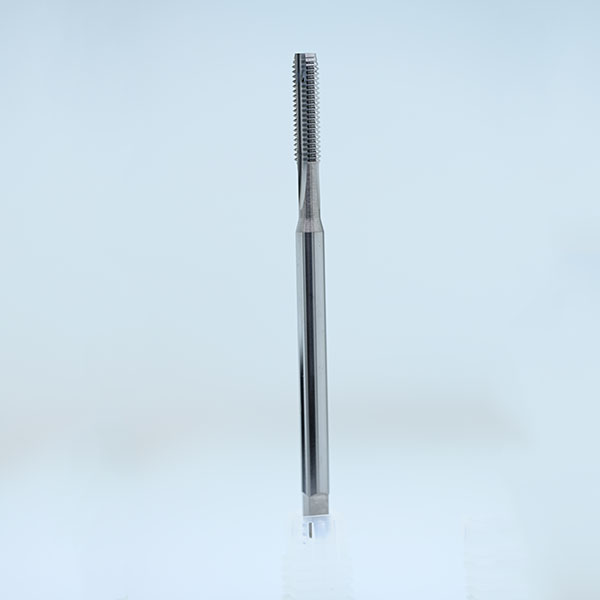
Прямые метчики для нарезания резьбы с внутренним охлаждением (ST) из твердого сплава – TY117E Метчик TY117E из твердого сплава с внутренним охлаждением обеспечивает превосходное охлаждение, удаление стружки, высокую износостойкость и эффективность обработки, что делает его идеальным для нарезания резьбы в высокопрочных и труднообрабатываемых материалах.

T-162A Развертка для полостей гидравлических картриджных клапанов | Серия 2 картриджей, высокоточный режущий инструмент для обработки полостей, предназначенный для обработки отверстий под картриджные клапаны в гидравлических блоках. Его основное назначение – повышение точности размеров, геометрической формы и качества поверхности многоступенчатых отверстий.

T-18A Развертка для полостей гидравлических картриджных клапанов | Серия 2 картриджей, высокоточный режущий инструмент для обработки полостей, предназначенный для обработки отверстий под картриджные клапаны в гидравлических блоках. Его основное назначение – повышение точности размеров, геометрической формы и качества поверхности многоступенчатых отверстий.
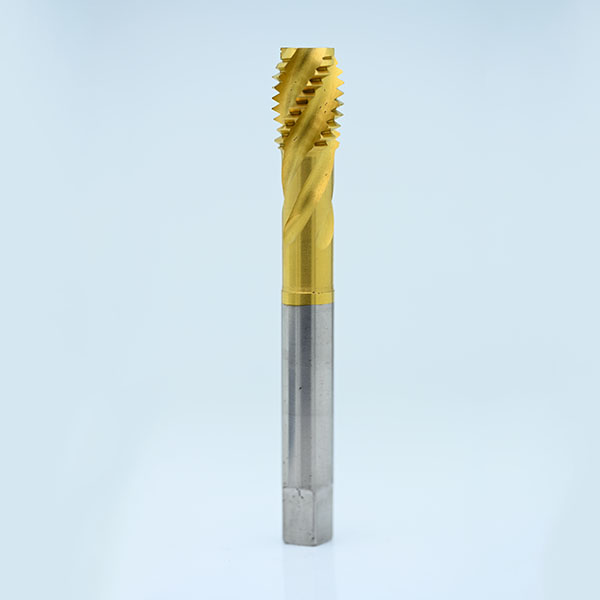
Метчики для машинной обработки (MACHINE TAPS) Режущие метчики TG107H со спиральным рифлением идеально подходят для нарезания глухой резьбы, обеспечивая эффективный отвод стружки, высокую точность и адаптивность, особенно для глубоких отверстий, материалов высокой прочности и сложных условий работы.

Серия DX150X – универсальное твердосплавное сверло для глубоких отверстий с внутренним охлаждением, высоконадежный продукт, разработанный TY TOOLS для универсальных глубоких отверстий с глубиной до 10 диаметров и многосценарной обработки.
C16-3 Развертка для полостей гидравлических картриджных клапанов | Трехходовой клапан, спецификация 16, высокоточный режущий инструмент для обработки полостей, предназначенный для обработки отверстий под картриджные клапаны в гидравлических блоках. Его основное назначение – повышение точности размеров, геометрической формы и качества поверхности многоступенчатых отверстий.