-
+86-15602977156
- owen@jiayi-tools.com
- ООО Цзяи Сэйко (Шэньчжэнь)
+86-15602977156















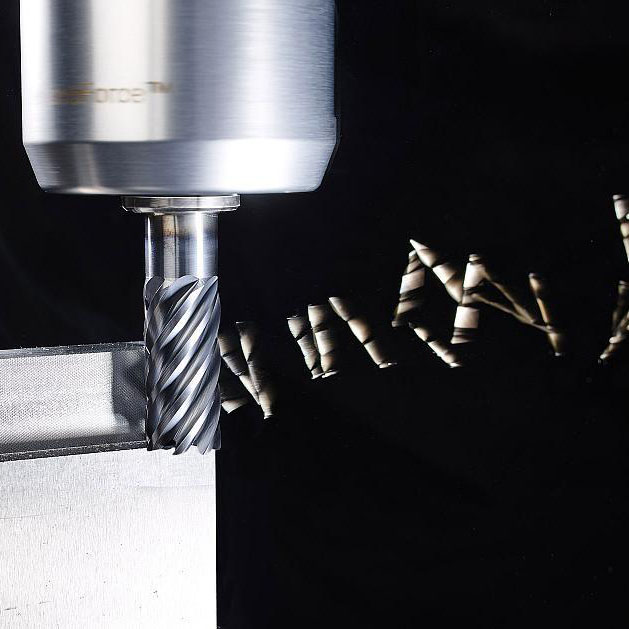
Серия CRT430 развёртывающего инструмента для сквозных отверстий — это прорывной продукт, разработанный компанией TY TOOLS специально для высокоточной обработки сквозных отверстий. Уникальная конструкция «двусторонняя режущая кромка + стружкоотводящая канавка» обеспечивает высокую чистоту поверхности как на входе, так и на выходе отверстия за один проход. Полностью решается проблема «лёгкого выкрашивания на выходе и трудности удаления заусенцев», характерная для традиционных развёрток для сквозных отверстий. Особенно подходит для автомобильной, электронной промышленности и прецизионного инструментального производства, где предъявляются строгие требования к точности и качеству поверхности сквозных отверстий.
| Номер материала: | Серия CRT430 |
| Тип: | Сварной твердосплавный инструмент |
| Наименование: | Развёртывающий инструмент для глубоких/сквозных отверстий |
| Бренд: | JYTOOLS |
| OEM/ODM: | По образцу/чертежу |
| Модель: | D19.15*28L*D20*286L |
| Страна происхождения: | Китай, Шэньчжэнь |
")

Входная направляющая + выходная зачищающая режущая кромка: Передняя кромка с углом направления 15° уменьшает деформацию сжатия на входе; задняя кромка с зеркальной зачисткой 0,002 мм обеспечивает отсутствие выкрашивания и заусенцев на выходе, стабильная шероховатость стенок отверстия Ra≤0,15 мкм.
Самосмазывающие свойства без покрытия: Твердый сплав имеет очень низкий коэффициент трения (0,45), без дополнительного покрытия предотвращает налипание. При обработке нержавеющей стали и титановых сплавов стружка отходит свободно, шероховатость стенок отверстия достигает зеркального уровня Ra≤0,1 мкм.
Большой резервуар для удаления стружки + внутренний охлаждающий канал: встроены 4 спиральных внутренних охлаждающих канала с давлением до 100 бар. Благодаря высокоскоростному резервуару для удаления стружки скорость удаления стружки увеличивается на 40%.
Конструкция с переменным шагом зубьев и обратным конусом: Применяется 6-зубая структура с переменным шагом, разрушающая частоту вибрации резания; режущая кромка с обратным конусом 0,003 мм уменьшает трение о стенки отверстия.
Корпус из сплава с низким коэффициентом теплового расширения: Корпус изготовлен из инвара Invar36 с коэффициентом теплового расширения всего 1,2×10⁻⁶/°C. При высокоскоростной обработке деформация корпуса ≤0,002 мм.
Высокоточная прессовая посадка: Режущая часть и корпус соединяются горячей прессовой посадкой с допуском ≤0,001 мм. На высоких оборотах и подачах отсутствует люфт и биение, повторная точность позиционирования ≤0,003 мм.
Высокотемпературная красностойкость: При температуре 1200°C сохраняется более 90% твёрдости, возможна высокоскоростная обработка vc=150-200 м/мин, эффективность в 2 раза выше, чем у твердосплавных развёрток.
Обработка алюминиевых сплавов: Рекомендуемая скорость резания vc=100-150 м/мин, подача f=0,1-0,25 мм/об, MQL минимальное смазывание.
Обработка стали: Рекомендуемая скорость резания vc=60-100 м/мин, подача f=0,08-0,2 мм/об, эмульсионное охлаждение.
Обработка нержавеющей стали: Рекомендуемая скорость резания vc=50-80 м/мин, подача f=0,06-0,15 мм/об, внутреннее охлаждение + MQL.
Обработка сквозных отверстий: Рекомендуется обработка за один проход без вторичной зачистки, обеспечение однородности шероховатости стенок отверстия.
Обработка сквозных отверстий в автомобильных деталях: Обработка направляющих отверстий φ6-φ25 мм в алюминиевых/стальных корпусах коробок передач и блоков цилиндров, шероховатость Ra≤0,15 мкм, без выкрашивания на выходе.
Обработка сквозных отверстий в пресс-формах: Обработка направляющих отверстий φ5-φ20 мм в плитах инжекционных и штамповых пресс-форм, обеспечение высокоточной посадки направляющих, повторная точность позиционирования ≤0,005 мм.
Обработка аэрокосмических конструкций: Обработка глубоких отверстий φ5-φ15 мм в нержавеющей стали шасси HRC55-60, отношение глубины к диаметру до 10:1, круглость ≤0,002 мм.
Обработка отверстий в гидравлических блоках: Обработка масляных каналов φ4-φ16 мм в стальных гидравлических блоках, соответствующая требованиям герметизации высоконапорных гидросистем.

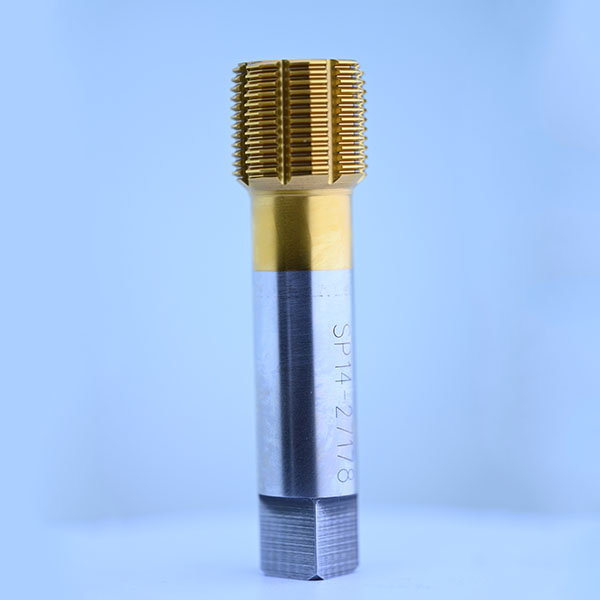
Серия TC614 разработана для прецизионной обработки метрической резьбы MJ 60° в соответствии со стандартом DIN ISO 5855-1. Это профессиональная тонкостержневая резьбовая фреза для аэрокосмической промышленности.

T-2A Инструмент для обработки полостей – это специализированная развертка для блоков картриджных клапанов, высокоточный режущий инструмент, предназначенный для обработки отверстий под картриджные клапаны в гидравлических блоках. Его основное назначение – повышение точности размеров, геометрической формы и качества поверхности многоступенчатых отверстий.
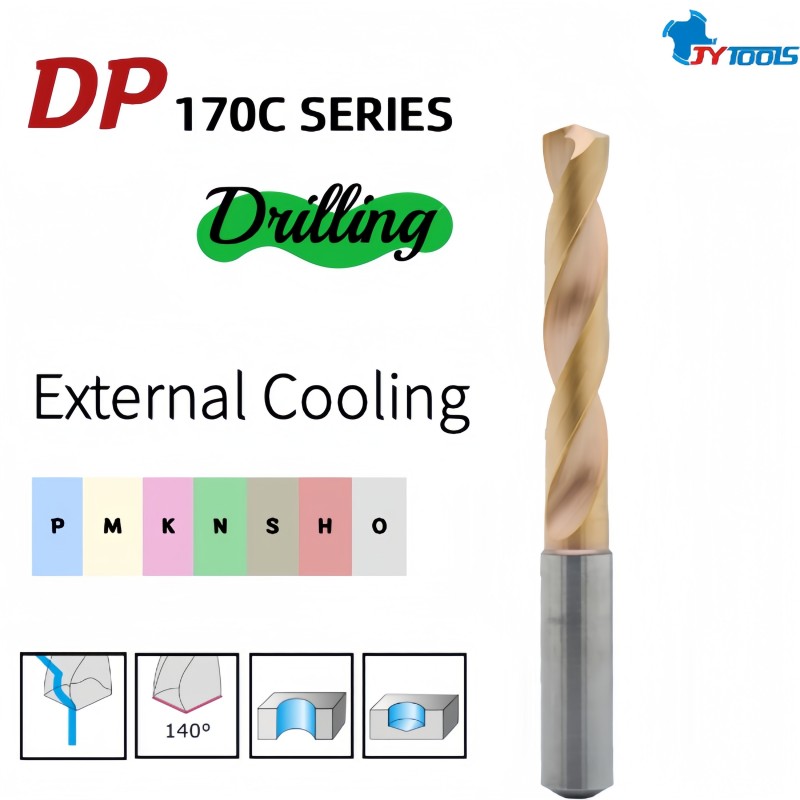
Серия DS170C – высокоэффективный твердосплавный инструмент для глубоких отверстий с внешним охлаждением от TY TOOLS, специально разработанный для глубоких отверстий до 12 диаметров и среднесерийного производства.

SDC08-3 Инструмент для обработки полостей – это специализированная развертка для блоков картриджных клапанов, высокоточный режущий инструмент, предназначенный для обработки отверстий под картриджные клапаны в гидравлических блоках. Его основное назначение – повышение точности размеров, геометрической формы и качества поверхности многоступенчатых отверстий.
Серия TM565 представляет собой профессиональные резьбофрезы, разработанные для прецизионной обработки 60° американской сухой уплотнительной трубной резьбы NPSF в соответствии со стандартом B1.20.3.

Название продукта: Спиральные метчики HSS-E-PM для резки — TG108F Метчики для глухих отверстий (Blind Hole Taps)

Метрические метчики для нарезания резьбы HSS-E-PM с спиральной канавкой – TP107 Метчик TP107 с спиральной канавкой является идеальным выбором для обработки резьбы в глухих отверстиях благодаря эффективному удалению стружки, высокой точности и адаптивности. Он особенно подходит для глубоких отверстий, материалов с высокой вязкостью и сложных условий обработки.

шестигранная развертка Инновационная конструкция развертки RC180X обеспечивает невообразимый прогресс.Эффективная смазка в точке резания и хороший отвод стружки гарантированы благодаря радиальному внутреннему принудительному охлаждению.Изученная геометрия снижает шероховатость и максимизирует точность размеров.
Метрические левые метчики для глухих отверстий – TZ100F Метчик TZ100F с левой спиралью специально разработан для точного нарезания левой резьбы, соответствующей стандартам. Он повышает скорость обработки, точность резьбы и срок службы инструмента, улучшая как эффективность, так и качество.

Серия CR750 высокоточного развёртывающего инструмента для военной техники — это прорывной продукт, разработанный компанией TY TOOLS специально для применения в оборонной промышленности.

Метчики для выдавливания с малыми диаметрами (США) — TL103E Метчики для американской резьбы (UNF American Thread Taps) TL103E — метчик для выдавливания с малыми диаметрами, который обычно используется для обработки мелкой резьбы по стандарту UN (унифицированная резьба). Его преимущества заключаются в адаптивности, точности обработки и надёжности, особенно в области обработки мелких деталей и прецизионной обработки.

Метчики для нарезания резьбы по британскому стандарту HSS-E-PM — TL107E Спиральные метчики для британской системы (British System Spiral Point Tap) TL107E — метчик с передним концом, основные преимущества которого заключаются в высокой направляющей способности, превосходной точности резьбы, хорошем удалении стружки и стабильном процессе обработки. Он особенно подходит для обработки резьбы с высокими требованиями к точности и эффективности, особенно в сложных условиях, таких как обработка твёрдых материалов, прецизионных деталей или сложных технологических процессов.

SAE#4 При обработке гидравлических и пневматических систем герметичность соединений зависит от точности обработки. Наш инструмент для отверстий SAE#4 разработан в соответствии со стандартами MS16142, SAEJ1926-1, SAEJ514 и представляет собой комплексное решение: один инструмент объединяет операции сверления отверстия, формирования уплотнительной фаски и зенковки.

C16-3 Развертка для полостей гидравлических картриджных клапанов | Трехходовой клапан, спецификация 16, высокоточный режущий инструмент для обработки полостей, предназначенный для обработки отверстий под картриджные клапаны в гидравлических блоках. Его основное назначение – повышение точности размеров, геометрической формы и качества поверхности многоступенчатых отверстий.

Серия MT730 представляет собой профессиональные резьбофрезы, разработанные для прецизионной обработки 55° дюймовой конической резьбы для ортопедических имплантатов / блокирующих пластин.

Серия TM530 разработана для прецизионной обработки американской резьбы UNF 60° в соответствии со стандартом ANSI B1.1.74. Это профессиональная резьбовая фреза из сверхмелкозернистого твёрдого сплава.