-
+86-15602977156
- owen@jiayi-tools.com
- ООО Цзяи Сэйко (Шэньчжэнь)
+86-15602977156
















Серия AR655 V-образного сварного развёртывающего инструмента — это прорывное решение, разработанное компанией TY TOOLS специально для обработки глубоких отверстий с высокой точностью. Уникальная технология V-образной лазерной сварки обеспечивает атомарное соединение твердосплавной режущей части с высокопрочным стальным корпусом, решая такие проблемы, как ломка и выпадение режущих пластин, характерные для традиционных сварных развёрток. Инструмент особенно подходит для применения в аэрокосмической промышленности и прецизионном инструментальном производстве, где предъявляются строгие требования к точности и стабильности обработки глубоких отверстий.
| Номер материала: | Серия AR655 |
| Тип: | Сварной твердосплавный шестизубый развёртывающий инструмент |
| Наименование: | Развёртывающий инструмент для глубоких/сквозных отверстий |
| Бренд: | JYTOOLS |
| OEM/ODM: | По образцу/чертежу |
| Модель: | D14.75*28L*D12*186L |
| Страна происхождения: | Китай, Шэньчжэнь |
")

Атомарная прочность соединения: V-образная сварочная поверхность увеличивает контактную площадь на 30% по сравнению с традиционной плоской сваркой. В сочетании с технологией лазерной наплавки достигается атомарное соединение режущей части с корпусом, прочность сварки повышается на 50%, выдерживая радиальное ударное усилие более 1000 Н.
Обратный конус режущей кромки + конструкция с переменным шагом зубьев: Режущая кромка имеет обратный конус 0,005 мм для уменьшения трения о стенки отверстия; конструкция с 4 зубьями переменного шага разрушает частоту вибрации резания, полностью устраняя вибрационные следы при обработке глубоких отверстий.
Зеркальная полировка режущей кромки: Кромка обрабатывается с зеркальной полировкой 0,002 мм, что предотвращает выкрашивание и обеспечивает шероховатость поверхности Ra≤0,15 мкм, соответствующую сверхвысоким требованиям аэрокосмических деталей.
Система внутреннего охлаждения + большой объём стружкоотводящей канавки: Встроены 4 спиральных канала внутреннего охлаждения с давлением до 100 бар. В сочетании с конструкцией большой стружкоотводящей канавки скорость удаления стружки повышается на 40%, исключая царапание стенок отверстия стружкой.
Равномерный утолщённый демпфирующий корпус: Корпус изготовлен из специальной демпфирующей стали с равномерным утолщением, жёсткость повышена на 25%. При обработке глубоких отверстий с отношением глубины к диаметру 15:1 биение инструмента составляет ≤0,003 мм.
Нано-покрытие TiAlN: Применяется технология PVD-нано-покрытия толщиной всего 2 мкм с твёрдостью до HV3800 и коэффициентом трения 0,3. Срок службы инструмента в 2 раза превышает традиционные покрытия.
Патентованная технология снятия напряжений: После сварки проводится высокочастотная вибрационная обработка для полного устранения остаточных напряжений в шве. Риск растрескивания шва при обработке глубоких отверстий на высоких оборотах снижается до нуля.
100% заводской контроль качества: Каждый развёртывающий инструмент проходит ультразвуковой контроль для обеспечения отсутствия внутренних дефектов сварного шва, надёжность соответствует военным стандартам.
Обработка титановых сплавов: Рекомендуемая скорость резания vc=40-60 м/мин, подача f=0,05-0,15 мм/об, применение MQL минимального смазывания.
Обработка нержавеющей стали: Рекомендуемая скорость резания vc=50-80 м/мин, подача f=0,08-0,2 мм/об, внутреннее охлаждение + эмульсионное охлаждение.
Обработка стали: Рекомендуемая скорость резания vc=60-100 м/мин, подача f=0,1-0,25 мм/об, эмульсионное охлаждение.
Обработка глубоких отверстий: Рекомендуется ступенчатая подача, глубина каждого прохода ≤5× диаметр инструмента, обеспечение беспрепятственного отвода стружки.
Обработка отверстий в медицинских инструментах: Обработка микроотверстий φ1-φ6 мм на нержавеющей основе ортопедических имплантатов и хирургических инструментов, обеспечение точности и биосовместимости медицинского оборудования.
Обработка глубоких отверстий в аэрокосмической промышленности: Обработка глубоких отверстий φ3-φ12 мм на титановых сплавах лопаток двигателей и шасси самолётов, отношение глубины к диаметру до 15:1.
Прецизионная обработка отверстий в пресс-формах: Обработка направляющих отверстий φ5-φ20 мм в плитах инжекционных и штамповых пресс-форм, обеспечение высокоточной посадки направляющих втулок и колонок.
Обработка отверстий в гидравлических блоках: Обработка масляных каналов φ4-φ16 мм в стальных гидравлических блоках, соответствующая требованиям герметизации высоконапорных гидросистем.

Фрезы с шарообразным наконечником из высокотвердого твердого сплава – RS40T Четырехлистовая фреза с шарообразным наконечником Фрезы с шарообразным наконечником серии RS40T являются высококачественными специальными инструментами, которые широко используются при обработке штампов, сложных поверхностей и в других сценариях, требующих высокой точности обработки.

Серия TM537 представляет собой профессиональные резьбофрезы, разработанные для прецизионной обработки 55° дюймовой резьбы BSF (British Standard Fine) в соответствии со стандартом B.S.84:1956.
Моноблочные твердосплавные фрезы для обработки уступов и пазов EX20A Двухлистовые твердосплавные фрезы Высокоточные трехмерные фрезы для обработки пазов серии EX20A специально разработаны для резания нержавеющих сталей и титановых сплавов. Они известны своей высокой производительностью и универсальностью.

SDC08-2 Инструмент для обработки полостей – это специализированная развертка для блоков картриджных клапанов, высокоточный режущий инструмент, предназначенный для обработки отверстий под картриджные клапаны в гидравлических блоках. Его основное назначение – повышение точности размеров, геометрической формы и качества поверхности многоступенчатых отверстий.

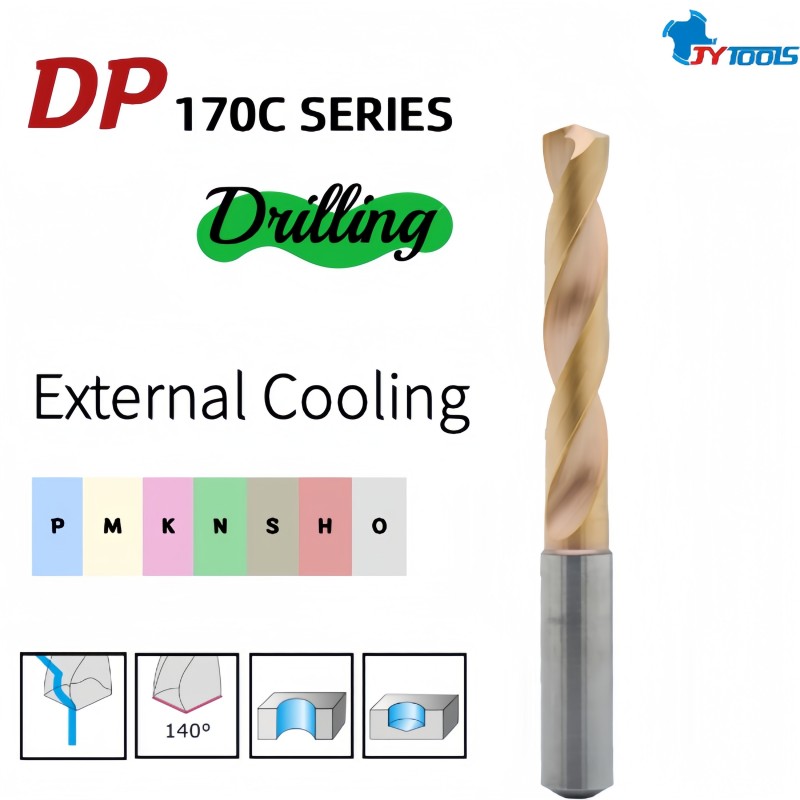
Серия DRG30 – универсальный твердосплавный инструмент с внешним охлаждением от TY TOOLS, специально разработанный для универсальных отверстий до 6 диаметров и многофункциональной обработки.

Серия TM811 представляет собой профессиональные резьбофрезы, разработанные для прецизионной обработки 80° немецкой резьбы Pg в соответствии со стандартом DIN 40430.

Серия TC614 разработана для прецизионной обработки метрической резьбы MJ 60° в соответствии со стандартом DIN ISO 5855-1. Это профессиональная тонкостержневая резьбовая фреза для аэрокосмической промышленности.

Серия TC685 разработана для прецизионной обработки трапецеидальной резьбы ACME 29° в соответствии со стандартом ANSI/ASME B1.5-1997. Это профессиональная резьбовая фреза из сверхмелкозернистого твёрдого сплава.

Серия TC610 разработана для удовлетворения высоких требований современного прецизионного производства к обработке резьбы. Как специализированный инструмент, соответствующий стандарту DIN 13, она эффективно и точно обрабатывает метрическую резьбу 60° (серия M), что делает её идеальным выбором для пресс-форм, аэрокосмической промышленности, автомобилестроения и общего машиностроения.

Моноблочные твердосплавные фрезы ER30A Фрезы серии ER30A сочетают в себе прочность и выдающиеся эксплуатационные характеристики. Эксцентричный задний угол трехлистовой фрезы с переменным шагом режущих кромок повышает устойчивость и износостойкость режущих кромок. Современный процесс шлифования обеспечивает стабильность резания.

T-162A Инструмент для обработки полостей – это специализированная развертка для блоков картриджных клапанов, высокоточный режущий инструмент, предназначенный для обработки отверстий под картриджные клапаны в гидравлических блоках. Его основное назначение – повышение точности размеров, геометрической формы и качества поверхности многоступенчатых отверстий.

Фрезы с шарообразным наконечником из высокотвердого твердого сплава – RS20G Двухлистовые фрезы с шарообразным наконечником Фрезы с шарообразным наконечником серии RS20G являются универсальными инструментами, которые широко используются при обработке штампов, сложных поверхностей и в других сценариях, требующих высокой точности обработки.

C10-3 Развертка для полостей гидравлических картриджных клапанов | Трехходовой клапан, спецификация 10, высокоточный режущий инструмент для обработки полостей, предназначенный для обработки отверстий под картриджные клапаны в гидравлических блоках. Его основное назначение – повышение точности размеров, геометрической формы и качества поверхности многоступенчатых отверстий.

Универсальные твердосплавные фрезы для стали – EB40C Серия EB40C — это универсальные твердосплавные фрезы, отличающиеся высокой твердостью, эффективностью, многофункциональностью и длительным сроком службы. Они играют ключевую роль в современной ЧПУ-обработке, повышая безопасность и эстетику заготовок.

Высокопроизводительный метчик для трубной резьбы по стандарту США — TG113 Метчики для выдавливания (American Extruded Tapping) TG113F — метчик для выдавливания, который в процессе обработки подвергает материал холодной деформации, делая поверхность резьбы более плотной и гладкой, уменьшая шероховатость поверхности и повышая эксплуатационные характеристики резьбы.

Серия TM535 представляет собой профессиональные резьбофрезы, разработанные для прецизионной обработки 60° дюймовой резьбы UNJ в соответствии со стандартом ANSI B1.1:74.