-
+86-15602977156
- owen@jiayi-tools.com
- ООО Цзяи Сэйко (Шэньчжэнь)
+86-15602977156

















Серия CR415 конусного спирального развёртывающего инструмента для сквозных отверстий — это универсальный инструмент, разработанный компанией TY TOOLS для обработки глубоких канавок, глухих и сквозных отверстий. Уникальная конструкция 45° высокой спирали в сочетании с большой стружкоотводящей канавкой обеспечивает «спиральный отвод стружки, нулевое засорение, высокую чистоту поверхности» при обработке глубоких канавок и глухих отверстий. Полностью решаются такие проблемы традиционных прямых развёрток, как затруднённый отвод стружки, царапание стенок отверстий и ограничения обработки. Инструмент обеспечивает высокоэффективное решение для обработки отверстий в пресс-формах, аэрокосмической промышленности и энергетическом оборудовании.
| Номер материала: | Серия CR415 |
| Тип: | Твердосплавный развёртывающий инструмент |
| Наименование: | Конический спиральный развёртывающий инструмент / шестизубый развёртывающий инструмент |
| Бренд: | JYTOOLS |
| OEM/ODM: | По образцу/чертежу |
| Модель: | D8.68*45L*D16*186L |
| Страна происхождения: | Китай, Шэньчжэнь |
")

Двусторонняя зачищающая режущая кромка: Передняя кромка с углом направления 15° уменьшает деформацию сжатия на входе; задняя кромка с зеркальной зачисткой 0,002 мм обеспечивает отсутствие выкрашивания и заусенцев на выходе, стабильная шероховатость стенок отверстия Ra≤0,15 мкм.
Конструкция конической спирали + переменной ширины режущей кромки: Применяется 6-зубая структура с переменным шагом, разрушающая частоту вибрации резания; режущая кромка с обратным конусом 0,002 мм + переменной шириной обеспечивает равномерное усилие резания, отсутствие вибрационных следов и ступенек на стенках отверстия.
Цельный твердосплавный корпус: Режущая часть изготовлена из сверхтонкозернистого твердого сплава (HRC68) цельным литьём, без сварной конструкции. На высоких оборотах и подачах отсутствует люфт и биение, повторная точность позиционирования ≤0,003 мм.
Нано-покрытие DLC: Применяется технология PVD-нано-покрытия толщиной всего 1,5 мкм с коэффициентом трения 0,15. По сравнению с традиционным TiAlN покрытием более подходит для материалов склонных к налипанию, срок службы инструмента повышается в 2,5 раза.
Система внутреннего охлаждения + спиральная стружкоотводящая канавка: Встроены 3 спиральных канала внутреннего охлаждения с давлением до 120 бар. В сочетании с большой стружкоотводящей канавкой скорость удаления стружки повышается на 50%, исключая царапание стенок отверстия.
Зеркальная полировка режущей кромки: Кромка обрабатывается с зеркальной полировкой 0,002 мм, что предотвращает выкрашивание и обеспечивает шероховатость поверхности Ra≤0,15 мкм, соответствующую требованиям прецизионной герметизации.
Адаптивный угол резания: Передний угол с адаптивной конструкцией 3°-6° уменьшает усилие резания при обработке трудных материалов, снижает износ инструмента и повышает стабильность обработки.
100% динамическая балансировка: Каждый развёртывающий инструмент проходит динамическую балансировку класса G2.5, на высоких оборотах до 20000 об/мин отсутствует вибрация, обеспечивается стабильность обработки.
Обработка нержавеющей стали 316L: Рекомендуемая скорость резания vc=60-90 м/мин, подача f=0,05-0,12 мм/об, внутреннее охлаждение + MQL минимальное смазывание.
Обработка жаропрочного сплава Inconel 718: Рекомендуемая скорость резания vc=30-50 м/мин, подача f=0,03-0,08 мм/об, высокое давление внутреннего охлаждения.
Обработка титанового сплава Ti6Al4V: Рекомендуемая скорость резания vc=50-80 м/мин, подача f=0,04-0,1 мм/об, MQL минимальное смазывание.
Обработка глубоких канавок: Рекомендуется ступенчатая подача, глубина каждого прохода ≤3× диаметр инструмента, обеспечение беспрепятственного отвода стружки.
Обработка глубоких канавок в пресс-формах: Обработка глубоких канавок φ3-φ12 мм в пресс-формах для литья под давлением, обеспечение качества поверхности канавок без заусенцев.
Обработка глухих отверстий в аэрокосмических деталях: Обработка глухих отверстий φ4-φ15 мм в деталях из нержавеющей стали и титановых сплавов, соответствие требованиям герметизации.
Обработка отверстий в энергетическом оборудовании: Обработка масляных каналов и каналов охлаждения в газовых турбинах и гидравлических блоках.
Обработка сквозных отверстий в автомобильных деталях: Обработка φ6-φ20 мм сквозных отверстий в корпусах коробок передач и блоках цилиндров, высокая точность и чистота поверхности.

VC10-2 Развертка для полостей гидравлических картриджных клапанов | Двухходовой клапан, спецификация 10, высокоточный режущий инструмент для обработки полостей, предназначенный для обработки отверстий под картриджные клапаны в гидравлических блоках. Его основное назначение – повышение точности размеров, геометрической формы и качества поверхности многоступенчатых отверстий.
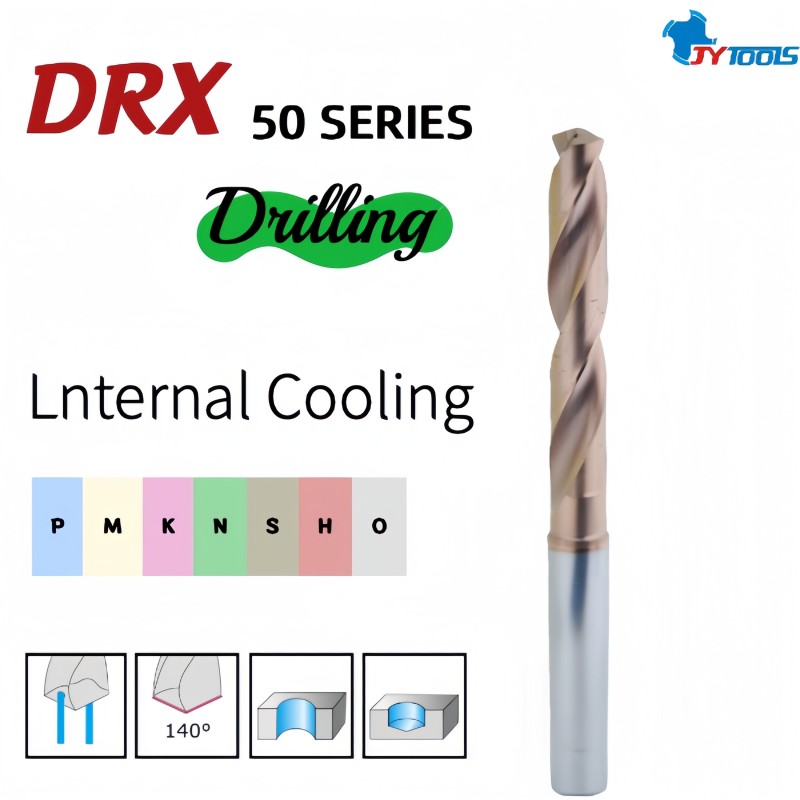
Серия DRX50 – высокопроизводительный твердосплавный инструмент с внутренним охлаждением от TY TOOLS, специально разработанный для точных отверстий до 8 диаметров и обработки различных материалов.

Твердосплавное сверло типа X Конструкция твердосплавного наконечника DX150X включает четыре изогнутые направляющие кромки с фасками для максимальной устойчивости угла в твердых материалах.Это предотвращает скалывание режущей кромки и, как следствие, преждевременный износ. Специальная конструкция флейты с прочным полотном повышает прочность сверла при работе в сложных условиях с глубокой стружкой.Серия DX150X имеет угол спирали 15° для обеспечения максимальной стабильности при работе с твердостью выше 54 HRC. Состоит из специальной мелкозернистой карбидной матрицы, обеспечивающей большую твердость.Имеет высокотемпературное и ударопрочное покрытие AlTiN и может использоваться для обработки закаленных материалов для увеличения срока службы инструмента.

Фреза для предварительной обработки с/ фреза с переменным шагом – EU30A Серия фрез EU30A представляет собой трехлистовые фрезы с закругленными кромками. Они имеют оптимизированный переменный шаг режущих кромок и особую геометрию,что позволяет уменьшить гармоники и повысить скорость удаления материала (MRR). Современный процесс шлифования обеспечивает стабильность резания.

Серия TC610 разработана для удовлетворения высоких требований современного прецизионного производства к обработке резьбы. Как специализированный инструмент, соответствующий стандарту DIN 13, она эффективно и точно обрабатывает метрическую резьбу 60° (серия M), что делает её идеальным выбором для пресс-форм, аэрокосмической промышленности, автомобилестроения и общего машиностроения.

Серия DS150X – универсальное твердосплавное сверло для глубоких отверстий с внутренним охлаждением, высоконадежный продукт, разработанный TY TOOLS для универсальных глубоких отверстий с глубиной до 10 диаметров и многосценарной обработки.
T-11A Развертка для полостей гидравлических картриджных клапанов | Серия 2 картриджей, высокоточный режущий инструмент для обработки полостей, предназначенный для обработки отверстий под картриджные клапаны в гидравлических блоках. Его основное назначение – повышение точности размеров, геометрической формы и качества поверхности многоступенчатых отверстий.

T-18A Развертка для полостей гидравлических картриджных клапанов | Серия 2 картриджей, высокоточный режущий инструмент для обработки полостей, предназначенный для обработки отверстий под картриджные клапаны в гидравлических блоках. Его основное назначение – повышение точности размеров, геометрической формы и качества поверхности многоступенчатых отверстий.

Метрические стандартные метчики для нарезания резьбы HSS-E-PM – TL118E Основные преимущества метчика TL118E заключаются в его высокой направляющей способности, отличной точности резьбы, хорошей производительности удаления стружки и стабильном процессе обработки. Он особенно подходит для задач, требующих высокой точности и эффективности при нарезании резьбы, особенно в сложных условиях, таких как обработка твердых материалов, прецизионных заготовок или сложных технологических процессов. Это позволяет значительно повысить качество обработки и производительность.
Серия TC611 разработана для прецизионной обработки резьбы UNJF 60° в соответствии со стандартом ISO 3161. Изготовлена из сверхмелкозернистого твёрдого сплава, обеспечивает высокоэффективную и точную обработку американской резьбы 60° (серия UNJF). Это идеальный выбор для пресс-форм, аэрокосмической промышленности, автомобилестроения и общего машиностроения.

Угловые фрезы/сверла с фиксированной точкой ED30C Фреза твердосплавная 60º угловая После обработки металлических деталей станки серии ED30C часто оставляют заусенцы на режущей кромке. Фрезы для снятия фасок позволяют быстро удалить заусенцы, сделать кромки более гладкими, а также повысить безопасность и эстетичность заготовок.

Серия MT750 представляет собой профессиональные резьбофрезы, разработанные для прецизионной обработки 55° дюймовой конической резьбы для ортопедических имплантатов / блокирующих пластин.

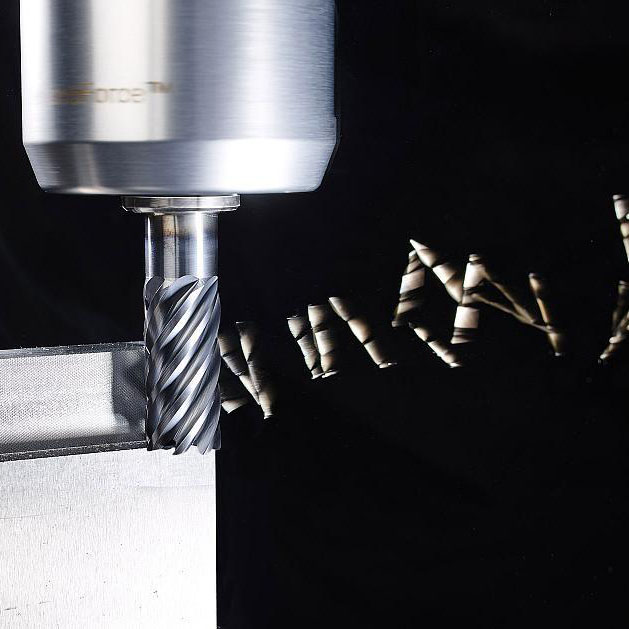
Глубина бурения 5D Сверла серии Integral Carbide имеют проточную охлаждающую жидкость и наконечник 140°, предназначенный для более глубокого применения.Прямые режущие кромки используются для рассеивания напряжений и повышения прочности наконечника на скол. Твердый сплав также обеспечивает превосходные характеристики сверления благодаря уникальному сочетанию геометрии и специальных покрытий.Диаметры варьируются от D4 до D20 мм. Двойные спиральные кромки обеспечивают прямое и оптимальное сверление.Флейта пропеллера также подвергается суперфинишной обработке.

T-11A Инструмент для обработки полостей – это специализированная развертка для блоков картриджных клапанов, высокоточный режущий инструмент, предназначенный для обработки отверстий под картриджные клапаны в гидравлических блоках. Его основное назначение – повышение точности размеров, геометрической формы и качества поверхности многоступенчатых отверстий.

Глубина бурения 3D Цельные твердосплавные сверла идеально подходят для сверления свинцовой стали, легированной стали, стальных сплавов и всех нержавеющих сталей.Диаметры варьируются от D4 до 18 мм. Твердый сплав также обеспечивает превосходную производительность сверления благодаря уникальному сочетанию геометрии и специальных покрытий. Кромки с двойной спиралью обеспечивают прямолинейное сверление и оптимальную производительность.Флейта пропеллера также подвергается суперфинишной обработке.

Серия TM554 представляет собой профессиональные резьбофрезы, разработанные для прецизионной обработки 60° американской конической трубной резьбы NPT в соответствии со стандартом USAS B2.1:1968.